Vollmer has introduced a host of automation solutions for its Vgrind 360 tool grinder.

As the successor to the Vgrind 160, the Vgrind 360 tool-grinding machine is equipped with enhanced travel distances to manufacture carbide tools up to a diameter of 100 mm. Thanks to its two vertical spindles, the Vgrind 360 also allows tried-and-tested multi-level machining.
This capability enables tool manufacturers to produce large numbers of milling cutters and drills quickly and precisely. However, manufacturers are increasingly demanding automated tool production and this is where Vollmer says it really excels.
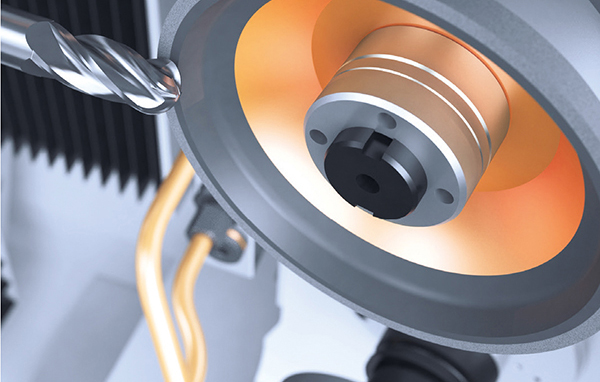
Automated solutions, such as pallet magazines, wheel changing packages and free-arm robots allow machining to continue unsupervised around the clock – but the opportunities go much further. The optional wheel changing facility on the Vgrind 360 provides the potential for manufacturers to load up to eight grinding wheel packages.
Accommodating grinding wheels up to 150 mm diameter, the wheel changer is located outside the work envelope in a clean environment to prevent contamination. This fully automated process can change a wheel and the respective coolant nozzles in just 9 seconds on either spindle.
Committed to providing its customers with a complete automation solution, Vollmer has also developed its HP160, HC4 and HPR250 automation packages to demonstrate the complete range of opportunities for end users.
The HP160 pallet magazine and HC4 chain magazine are compact and ergonomic solutions that provide external loading and unloading with a single or double gripper configuration
for clamping tool shanks up to 25.4 mm diameter. Loading can be by either the HC4 chain magazine system for tools up to HSK-A63 or the HPR 250 free-arm robot system.
For further information www.vollmer-group.com