Midaco is announcing a notable milestone in CNC productivity across Europe as it joins forces with Abplanalp in the Baltic States (Estonia, Latvia and Lithuania). According to US-based Midaco, the new partnership underscores the company’s dedication to delivering innovative solutions that elevate efficiency and performance in the CNC industry. Machine shops in the Baltic territory can now anticipate advancements tailored to meet their evolving needs.
Established in 1969, Midaco is renowned for both automatic and manualpallet changers. All models of the automatic pallet changer system are available with a light curtain package. With three-sided guarding via a light emitter, mirrors and sensors, a pallet change will not occur upon breaching the invisible light beams surrounding the shuttle system.
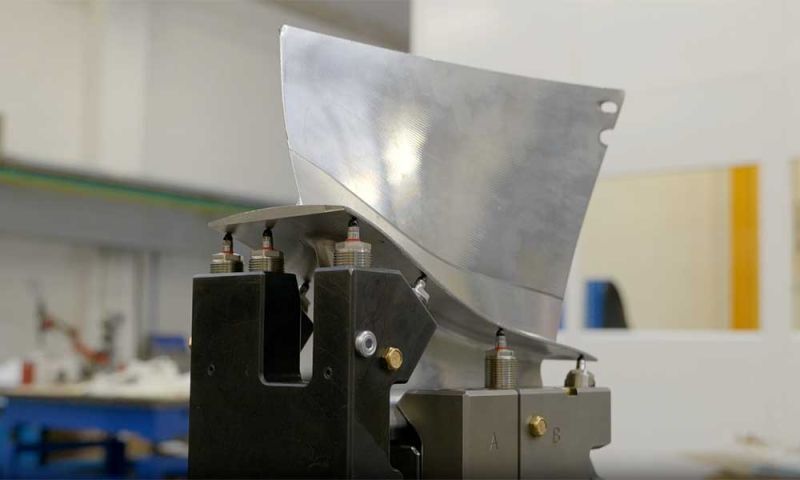
In recent years, Midaco has expanded its line of pallet changers to accommodate the need for large precision parts machined to tight tolerances for the aerospace, energy, automotive, military, power generation, oil and gas industries. These jobs cause significant spindle downtime due to the long and involved process of heavy, large part changeovers.
When combined with crane loading, first article inspection and job interruption tasks, a machining centre can be idle for anything from 30 minutes to two hours. As a result,a large vertical bridge mill or double-column machining centre can be idle up to 70% of the time. Midaco single/dual automatic pallet changers are alsosuitable for machining centres which do not move in Yaxis, ensuring for the long component changeover process takes place while the machine is cutting.
More information www.midaco-corp.com