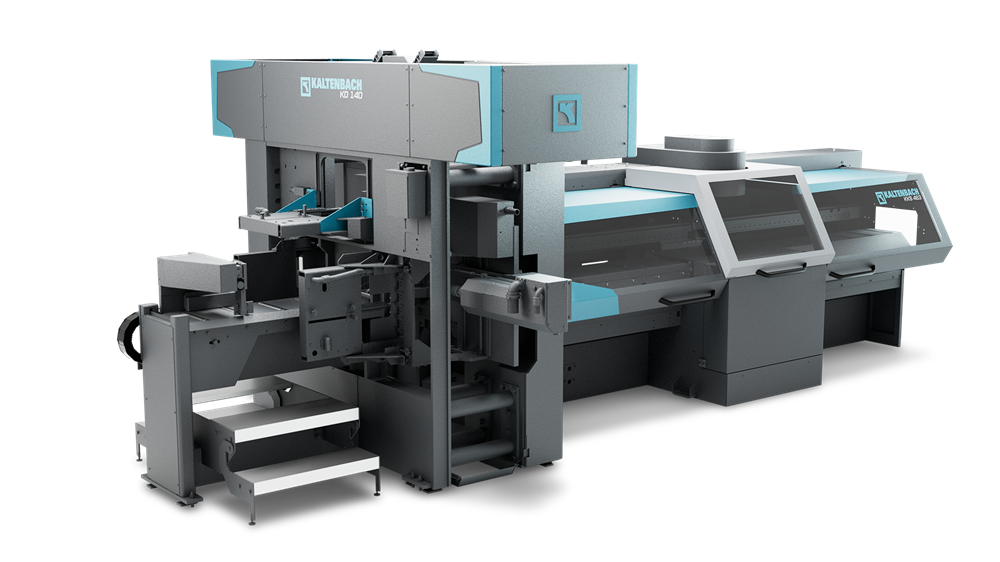
Kaltenbach has unveiled its latest innovation: the KKS 463 NA | KD 140 saw-drill line. This versatile all-round machine has been developed to meet a wide range of requirements in metal construction, steel stockholding and steel fabrication. It combines all essential processing steps in one compact system – capable of handling various steel shapes, especially in the smaller dimension range. While large systems are often uneconomical for small-format profiles, Kaltenbach says this machine offers the solution the market has long been seeking.
With the new saw-drill line, steel processing companies can handle nearly all materials and profile shapes: from round material with a diameter as small as 15 mm to special profiles up to 140 x 140 mm or flat material up to 240 mm wide. Mitre cuts of up to ±20° make the machine highly versatile.
The technology enables fully automated and precise drilling, milling, thread cutting, flow drilling and marking on all four sides of the profile. High automation and speed are the hallmarks of this machine, which only requires personnel for loading. Remnant lengths of less than 15 mm ensure maximum material utilisation, making the entire production process more efficient and resource-friendly.
The automatic tool changer, intelligent material preloading with feed magazines and fully automated part sorting boost productivity. Automatic adjustment during material changes – without any manual set up – reduces staffing needs to a minimum.
“Our new saw-drill line was specifically developed to meet the needs of our customers,” explains René Eger, managing director of Kaltenbach Cutting Systems GmbH. “Market demand was high, and we’re proud to offer a solution that combines high automation with fast processing times. This enables our customers to work more efficiently and significantly increase their productivity.”
More information www.kaltenbach.com