SMW Autoblok took the opportunity to showcase a number of company innovations at the recent IMTS show in Chicago, USA, where demonstrations were provided in English, French, German, Italian, Japanese and Spanish.
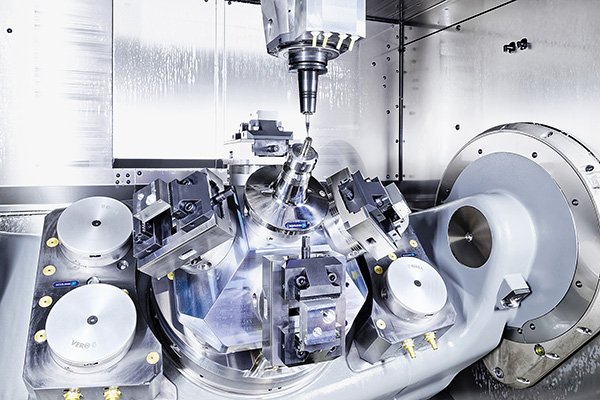
In terms of precision vices, the company addressed visitors looking to reduce the waste of raw materials and minimise deformation. On show were the Genius and Sintex precision vices for five-axis machine tools. Both feature SMW’s patented SinterGrip technology, which requires only 3.5 mm of clamping surface on which to grip. A series of solid-carbide serrated inserts grasp the workpiece securely, promoting higher cutting speeds and feed rates for increased metal removal.
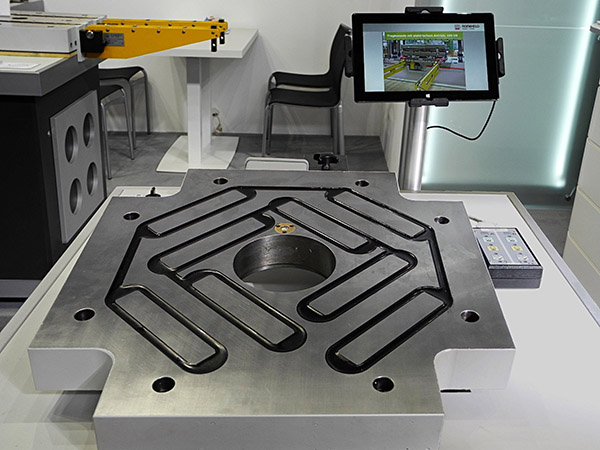
Any visitors seeking maximum grip during heavy-duty machining applications were pointed towards the company’s APS (Automatic Positioning System). The APS zero-point clamping system is a universal connection between the machine tool, the clamping device and/or the workpiece. APS locks into position by lining up pins on the clamping device or the workpiece with holes on the chuck. When joined, the combination is automatically positioned to the zero point. The APS can be used for turning, milling, measuring or grinding.
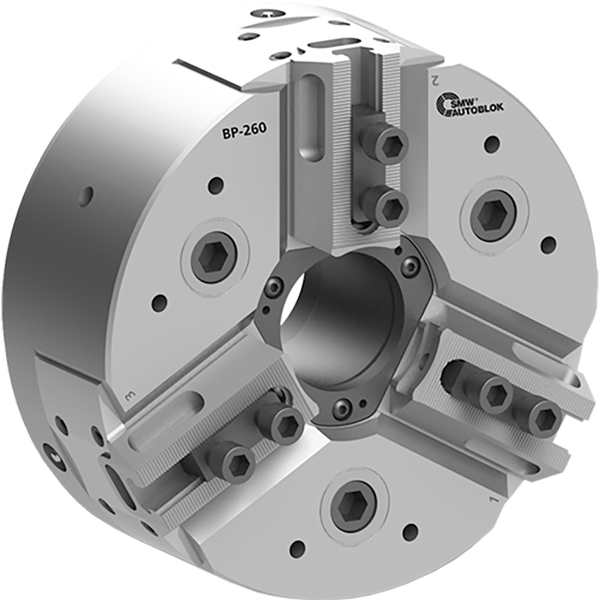
From a chuck perspective, the BP series took centre stage. BP chucks combine the flexibility of a standard open-centre power chuck with the long life and precision of SMW’s Proofline sealed chucks, making it suitable for bar and bar-stock clamping, as well as shaft clamping. The constant grip force allows for repeatability and consistency, whereas non-sealed chucks can lose up to 50% of the grip force if not properly maintained, says the company.
For further information www.smw-autoblok.de