Brown and Holmes is now the exclusive UK and Ireland agent/distributor for Peiseler indexers, trunnions and special pallet systems. In addition, Brown and Holmes is supporting existing and future owners of Peiseler products with full service and repair provision using genuine manufacturer parts.

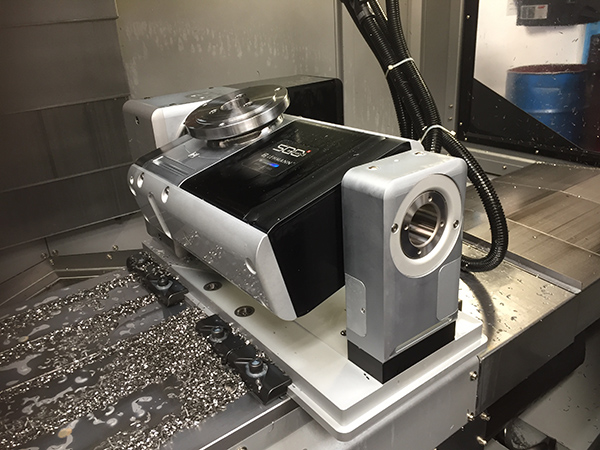
The Peiseler product range includes the ATC series of compact, high-performance and flexible NC rotary tables. These rotary table can be set up either vertically or horizontally, and come in various face-plate diameters and designs. Frame sizes include ATC 125, ATC 160, ATC 250, ATC 300 and ATC 350.
Further features of the Peiseler ATC rotary table range include: pneumatic or hydraulic clamping; motor attachment at left or right; motor attachment with elastic coupling; various motor makes; the availability of an IP67 version; gearbox to the left or right, 1:1 or 2:1; an optional rotary manifold, 4+1 ports; additionally integrated support bearing; an optional angle measuring system, Heidenhain RCN 2380, with a system precision of ±5”, or RCN 2580 with a system precision of ±2.5”; and an assembled cable set.
Also now available in the UK and Ireland from Brown and Holmes is the Peiseler WTC series of standard fixtures based on the modular ATC series. Here, ATC and counter-bearings are mounted on a steel base plate to a common centre height. A selection of counter bearings is available for the different ATC sizes.
A further element of the portfolio is the ZATC series of two-axis rotary tilt tables, a modular range that uses the cubic housing shape of ATC rotary tables. Special housing adaptations are available to suit specific applications. Frame sizes include ZATC 125, ZATC 160, ZATC 250 and ZATC 300.
For further information www.brownandholmes.co.uk