Working closely with companies like Rolls-Royce, Collins Aerospace, Safran, Bombardier, ITP Aero, Marshall and Incora, Romford-based Xcel Aerospace is a subcontract manufacturer with an aerospace pedigree that few in the supply chain can match.

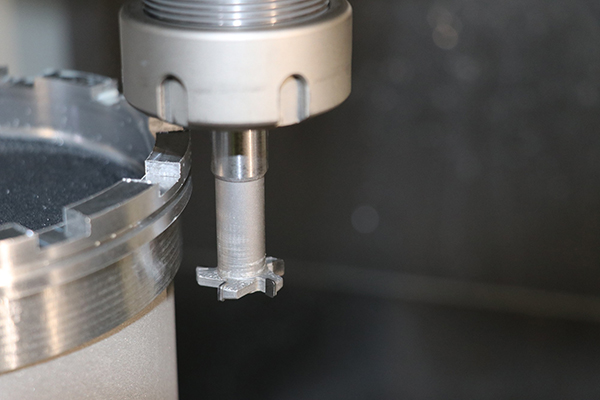
As part of its drive to ensure cost-effective manufacturing, the company recently invited tooling manufacturer Guhring to review the machining process on an aerospace valve component. The problem for Xcel was the cost efficiency of its existing Woodruff-type cutters when machining the cast aluminium component, which features 9% silicon content.
Only capable of completing 10 components before tool replacement, the abrasive aluminium was creating productivity, cost and surface finish issues for this aerospace expert.
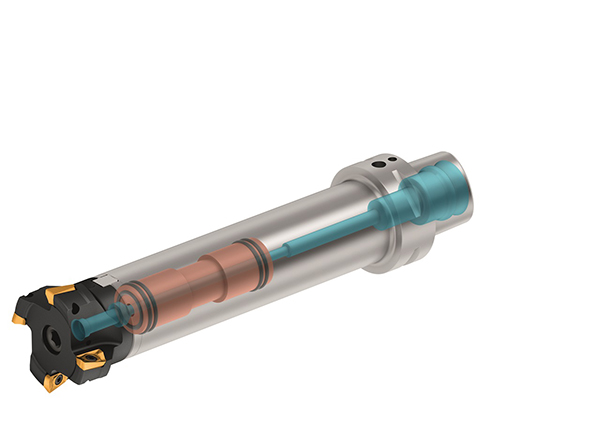
“We explained to Xcel that Guhring has a new method of manufacturing PCD tools by printing them on a MarkForged Metal X 3D-printing machine,” says Guhring’s regional sales manager Dewar McKinlay. “We made a three-flute tool that was similar to the current tool but with brazed PCD tips. Despite the PCD tips lasting considerably longer on the abrasive high-silicon aluminium than the previous tool, we wanted to go further.”
The new design increased the number of cutting edges from three to five, allowing Xcel to increase the feed rate, while extending tool life.
“The previous solid-carbide tool was worn and required a changeover after 10 parts, but we have machined more than 180 parts with the new 3D-printed PCD Woodruff cutter and it is still performing well,” says McKinlay.
“Putting five cutting edges on a 21.7 mm diameter Woodruff tool with a solid-carbide body would create significant manufacturing challenges,” he adds. “The main benefit of printed tools is that we can produce multiple designs very quickly.”
For further information www.guhring.co.uk