



Tooling manufacturer Mapal has developed two sample components for the aerospace sector. These so-called “generic components” cover all the demanding machining steps that may be involved in the production of hydraulic valve housings made of aluminium or torsion links for landing legs milled from titanium.
Wherever something needs to be moved on an aircraft, there is a valve housing. Flaps, rudders, landing gear, engines and other components are controlled by hydraulics. Every plane has many valve housings with different designs. They range from small boxes to blocks measuring half a meter. The machining requirements, however, are similar.
The first generic component created by Mapal measures around 300 x 300 x 300 mm and contains all machining steps that may be involved in manufacturing a valve housing, from pre-machining to finishing. It is deliberately not a replica of a customer component but was designed instead based on the machining requirements of various real-life components. Within the group of companies, Mapal has compiled experience gained worldwide in the machining of such components. All this knowledge has been incorporated into a single sample component.
This involves recommendations from the tool manufacturer for the appropriate machining strategies and cutting data. Several different options are often available to solve a particular problem. Either a PCD tool or a fine boring tool can be used to ream a bore. Or, alternatively, multi-bladed reamers. Each solution has its advantages. The decisive factor is always which advantages suit the customer’s situation.
Valve housings for aerospace are more complicated components than those used in other areas, such as hydraulics for construction machinery. Mapal used over 130 different custom tools for a single housing type in the most complex customer project to date. Manufacturing often involves very thin-walled parts as it is important to minimize weight in the aviation industry. Other challenges include deep bores with cross bores or slots that create interrupted cuts. In addition, the machining of the aluminium used, with its low silicon content, produces very long chips that are difficult to break.
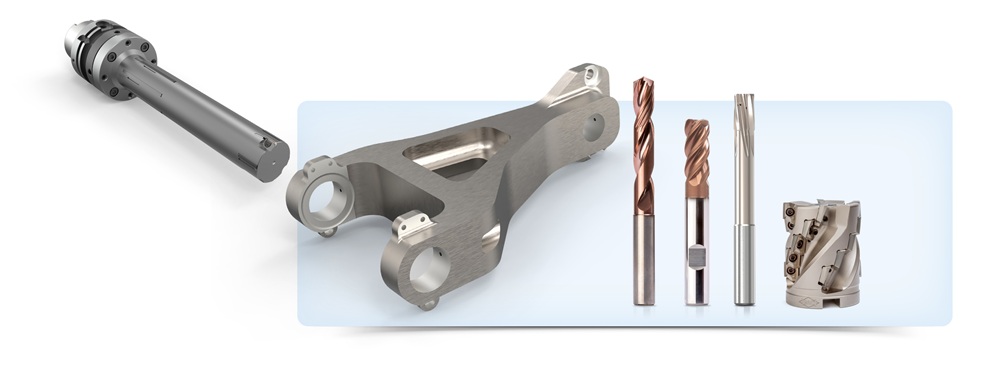
Another generic component that Mapal has developed for the aerospace market segment is a torsion link for the main landing gear on the aircraft. It connects the two cylindrical parts of the landing leg. This design allows the damper cylinder to retract and extend without twisting. This part is also available in various designs.
More information www.mapal.com









