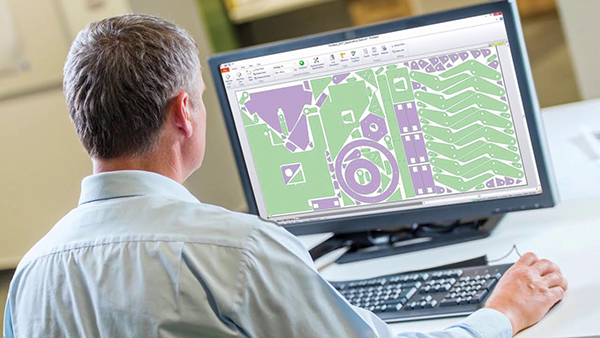

Hypertherm, a manufacturer of industrial cutting systems and software, has released ProNest 2021, a major version update of its CADCAM nesting software for automated cutting. This new release contains new features and enhancements designed to make customers more efficient and profitable.
Among the new features is a redesigned 2D CAD package that provides improved font support, the ability to shape text, and other new functions that are especially popular among sign makers. Furthermore, a CAD editor preference allows users to set a default CAD program for edits to parts in the ProNest part list. Customers can simply select the embedded ProNest CAD software or choose a third-party software such as AutoCAD.
Another enhancement is interior bridge cutting, allowing users to add bridges to text and other interior geometry so that pieces do not drop when cut. This capability helps to minimise interior cut-outs on parts for aesthetic purposes and reduces tip-ups.
“ProNest 2021 builds on the strong foundation of ProNest 2019 to make the programming process more efficient,” says Tom Stillwell, marketing project manager for Hypertherm CADCAM software products. “Whether using plasma, waterjet, laser or oxy-fuel cutting, this new version provides the powerful tools that fabricators and manufacturers need to increase material savings, boost productivity, lower operating costs and improve part quality.”
In addition, Hypertherm is releasing upgrades to its ProNest LT software for lighter production environments. Users with an active subscription and customers with an active maintenance plan, can upgrade to the new version of their respective product at no additional charge and continue receiving unlimited technical support, and other benefits.
For further information
www.hypertherm.com/CAM