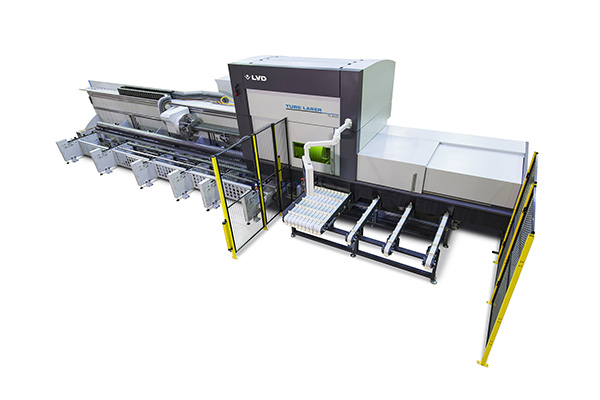
LVD showcased the benefits of process efficiency at BlechExpo 2021 in Stuttgart last month, demonstrating its Phoenix FL-3015 fibre laser cutting machine with new 20 kW power source. The Phoenix FL-3015 can process a wide range of ferrous and non-ferrous materials in thicknesses up to 40 mm.
Notably, LVD says the machine cuts up to 2.5 times faster than a 10 kW fibre laser. The company adds that the Phoenix FL-3015 pierces and cuts thick materials at rates faster than most plasma cutting systems, and with straighter kerfs and the ability to cut holes half the thickness of the sheet.
Acceleration and accuracy are further supported by the machine’s rigid welded steel frame construction. An integrated control and drive system ensure high reproduction of programmed contours at fast processing speeds.
The 19” Touch-L control is user-friendly: LVD says that operators of all skill levels can interact easily with the Phoenix. Furthermore, the machine offers a number of options to advance performance, including a 10-station automatic nozzle changer, CADMAN-L programming software and MOVit modular automation, from the compact tower to full tower and warehouse systems (TAS and WAS). The 20 kW fibre laser source is available on Phoenix FL-3015, 4020 and 6020 models.
LVD also used BlechExpo to showcase its newly released CADMAN software v8.7, as well as updates for CADMAN-L (laser cutting) and CADMAN-P (punching). For example, CADMAN v8.7 is able to integrate foreign operations such as tapping, deburring and grinding, allowing users to control, monitor and log an order from raw material to finished part. The latest CADMAN software can also manage the complete sheet metal production process without the need for an ERP system.
For further information
www.lvdgroup.com