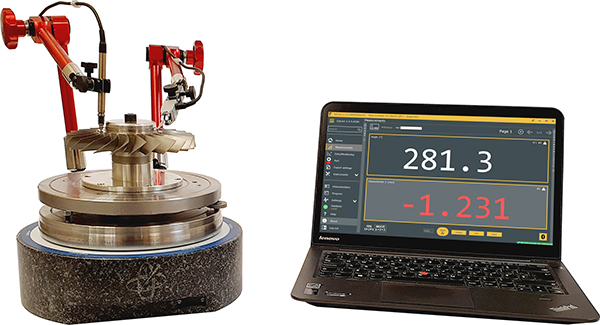

RPI UK, a specialist in precision rotation and angular positioning, launched its TruMotion rotary table at the Control 2022 exhibition in Stuttgart, Germany earlier this month. According to the company, TruMotion verifies small or medium circular parts with an accuracy more commonly seen in the standards laboratory. Manufacturers in the high-precision and general machining industries will be able to check roundness to the required accuracy of any turned or ground parts.
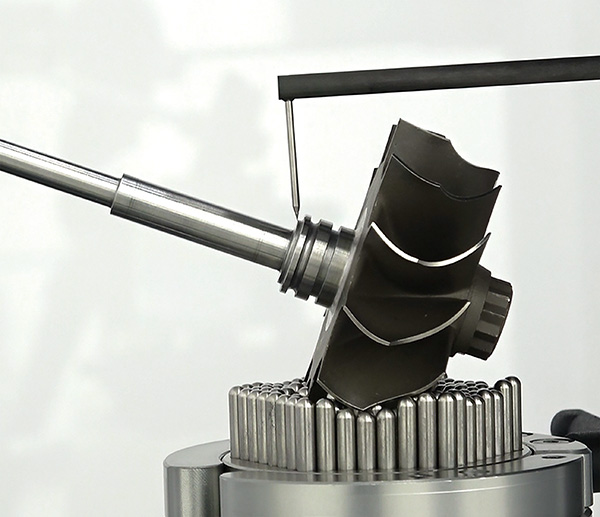
TruMotion is operated manually and enables the inspection of circular components such as pinions, gears, gauges, bearings, aero-engine components and optical assemblies in a production environment. It will be used to measure small and medium sized round parts, with dimensions of up to 400 mm diameter by 220 mm high, weighing up to 50 kg. TruMotion has a radially adjustable articulated probe holder and an axial and radial bearing performance of less than 1 µm.
Peter Marchbank, managing director of RPI, says: “Precision engineering companies, from global producers to small machining workshops, will now be able to easily verify and inspect small and medium sized circular parts with the required accuracy.”
RPI grew out of acquisitions from Optical Measuring Tools, Airmatic, Horstmannn and Eimeldingen. The company is now one of the world’s largest designers and manufacturers of solution-driven, highly accurate inspection systems and services that measure circular geometry and angular positioning.
Using its 75+ years of rotary expertise, RPI supplies progressive engineering industries, including the aerospace, gas turbine and dimensional metrology sectors, with low-maintenance products that offer a service life measured in decades, not years.
For further information
www.rpiuk.com