“We’re delighted that our innovations in grinding technology were met with such great interest among international trade visitors at last month’s EMO exhibition in Hanover,” says Studer CEO Sandro Bottazzo. The Swiss manufacturer of cylindrical grinding machines presented numerous innovations at the world’s leading trade show for manufacturing technology from 22 to 26 September.
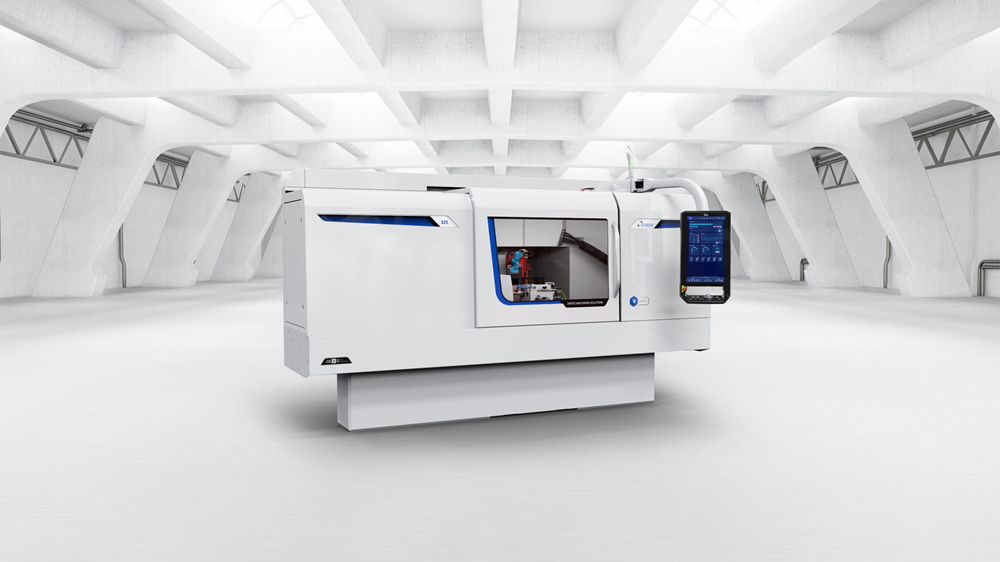
One highlight was the world premiere of the new S23 universal cylindrical grinding machine. This versatile CNC machine offers state-of-the-art grinding technology for precision and reliability in a space-saving design. Thanks to its quality features, the S23 complements the portfolio between the entry-level and premium segments. Studer says it impresses with features such as the modern C.O.R.E. hardware and software architecture, an automatic B-axis with 1° Hirth serration for up to three grinding tools, and a Granitan machine base with excellent thermal and vibration properties.
The new generation of favoritCNC, which Studer has equipped with modern capabilities and optimisations, also attracted a great deal of attention. The popular entry-level machine now features an updated CNC (FANUC 0i-TFP), an automatic operating door and loader interface for automation solutions, a resource-saving belt spindle system, and a machine base with a larger X-guideway distance for even greater stability. In addition, the new ‘Conventional Mode’ facilitates the transition between manual and CNC grinding.
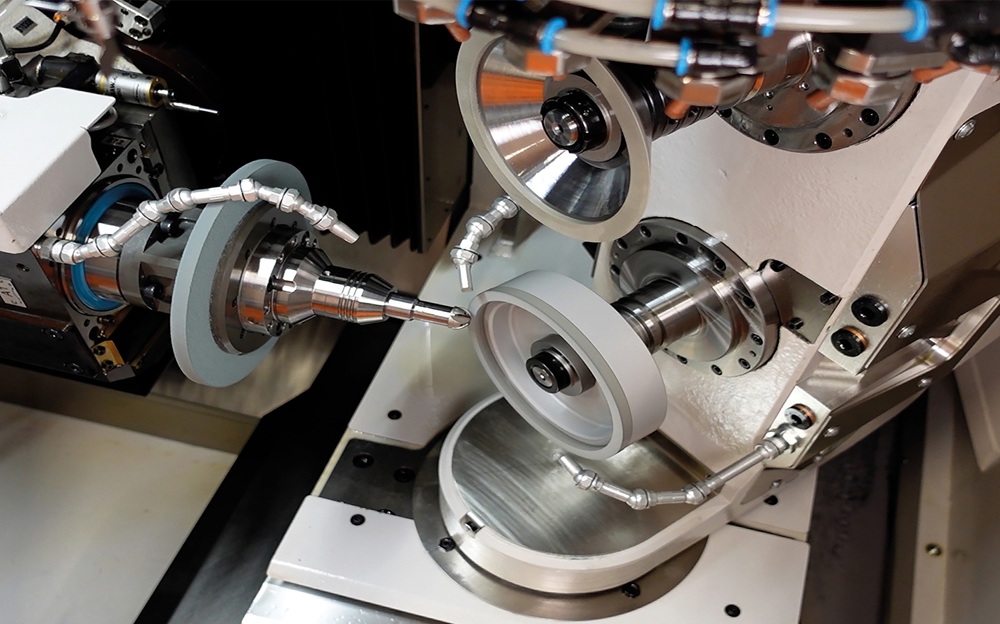
On the S31 universal cylindrical grinding machine for small to large workpieces, Studer demonstrated an innovative axis system that it says sets new standards in automated precision cylindrical grinding. The long W axis enables automatic adjustment of the tailstock position to different workpiece lengths, while the active R axis with in-process measuring system can scan complex geometries on the workpiece.
More information www.studer.com