Supplying predominantly to the aerospace industry, the Bowmill Group has invested in three machine tools from Matsuura in the past three years.
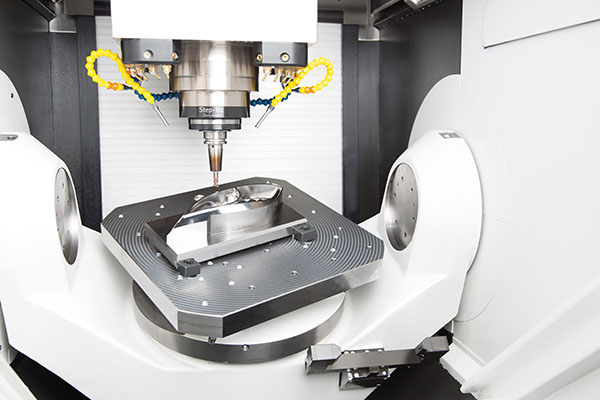
The company’s journey with Matsuura started in 2019 after securing a prime contract that required a high accuracy yet flexible machine. As part of its research, Bowmill reviewed the MX-330 PC10 from Matsuura. The MX-330 PC10 offers full five-axis capability and probing, which is critical for the company’s required positional tolerances (3-4 µm). Notably, the MX-330 PC10 also has 10 pallets, allowing Bowmill to run several component variations through the same machine and utilising unmanned/lights out operations. Having seen the machine in real-time operation, and after rigorous evaluation, the company chose to invest in this machine for its main site in Poole.
After six months of running the machine, improving cycle-times and implementing flexible manufacturing sequencing, Bowmill decided to purchase a second Matsuura MX-330 PC10 (for its Tewkesbury site) in March 2020. The MX-330 PC10 features 10 pallets and 90 tools.
Some months later, the company needed a larger five-axis machine (500 mm cube) for Tewkesbury and, due to increasing customer demand, once again looked to Matsuura. Following the success of the first two MX-330 PC10, Bowmill decided to purchase a Matsuura MX-520.
MD Nick Epps says: “Despite the global situation, investing in the MX-330 PC10 and MX-520 machines has been key to the future success of our business. We’ve already seen significant improvement to cycle times and OEE data on numerous components, and this has been equally supported by the service and technical support from the Matsuura team, which has been exceptional.”
For further information
www.matsuura.co.uk