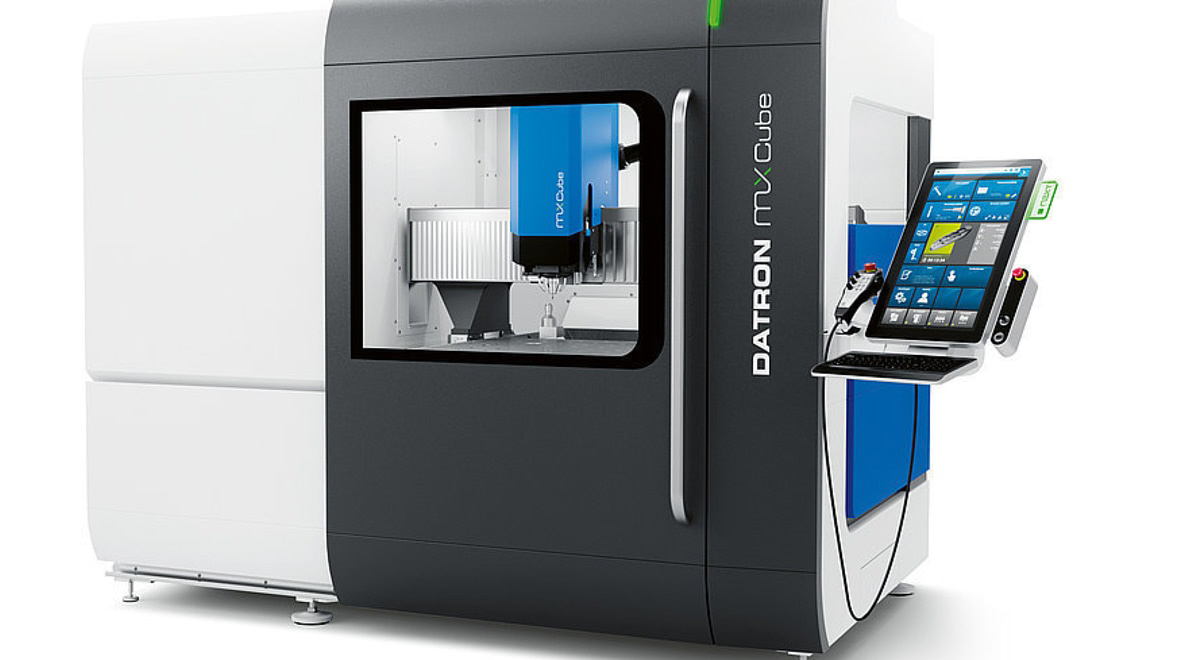
With the release of a 4 kW version of its MXCube, Datron is focusing on the high-performance machining of aluminium.
Since its initial launch in 2020, the Datron MXCube has gained a reputation for dynamics and precision. Its rigid structure and powerful high-frequency spindles with 4 and 8 kW power are tailor-made attributes for modern HSC strategies. Datron says that the combination of high chip volume and high surface finish therefore makes the MXCube a must-have for modern milling shops where unit costs determine the work cycle. As another point of note, the machine is a previous winner of the Red Dot award for its attractive design.
As of now, the Datron MXCube is also available with a 4 kW spindle and the automatic Datron Tool Assist tool changer offering 143 HSK-25 tool slots. At this performance level, it is particularly recommended for applications where a high number of sister tools is required. The Datron MXCube also convinces with its sophisticated chip management and is offered with an optional chip conveyor.
Datron says that MXCube is the right choice wherever high dynamics, high speeds and corresponding feed rates are required for the machining of aluminium and non-ferrous metals. In addition, the machine offers accessibility to all functional elements and thus simplifies not only the operation for the worker but also the maintenance for the service.
Like all Datron high-speed milling machines, the MXCube offers a large working area within a relatively small corresponding footprint.
For further information www.datrontechnology.co.uk