Okuma’s new two-saddle lathe – the LU7000 EX – which is available in the UK from NCMT, is equipped with a high-power spindle and allows for the turning of large workpieces.

Providing a wide variety of features and modifications, the four-axis lathe can be customised in accordance with the client’s individual requirements, making it suitable for a multitude of applications.
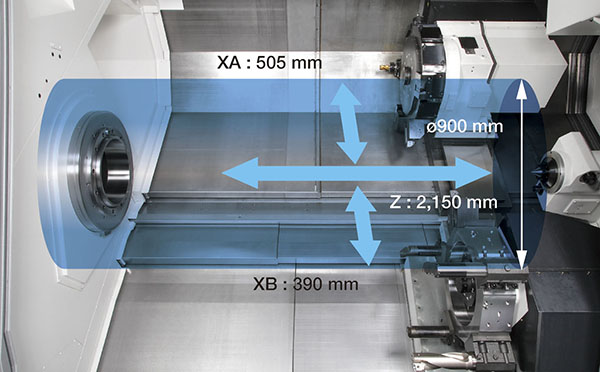
Especially when turning large and heavy workpieces with diameters of up to 900 mm, Okuma’s LU7000 EX reveals its true potential. Equipped with a bed that is 2 m long, even very long parts can be machined, aided further by a self-travelling tailstock. These specifications make the LU7000 EX a good choice for the manufacturing of oil and gas parts.
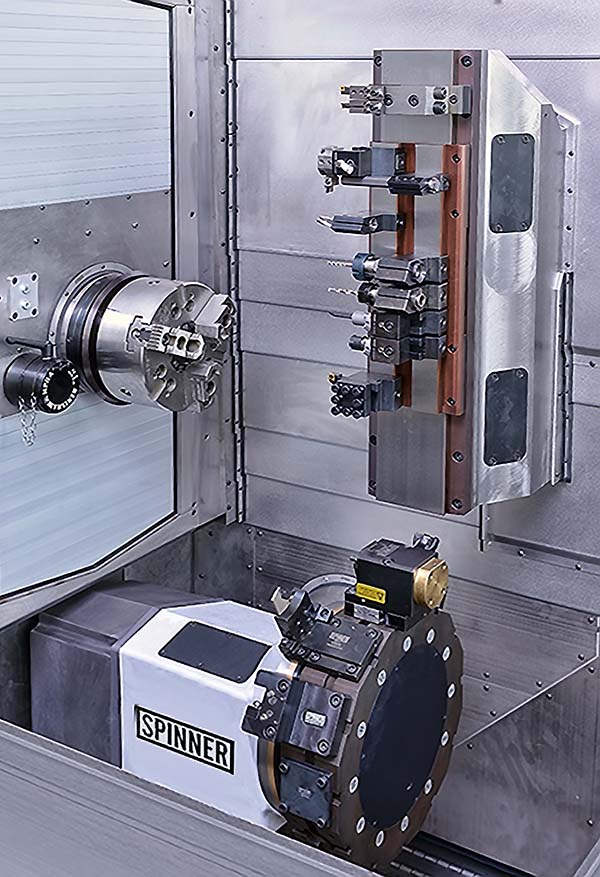
The machine is equipped with two turrets that can be utilised simultaneously. Said to be a first for this class of machine, the lathe offers a milling turret which allows for a high chip removal rate of up to 120 cm³/min. For ideal cutting conditions, manufacturers can choose from different main spindles featuring sizes ranging from a bore diameter of 200 mm with a maximum spindle speed of 1500 rpm, to a bore diameter of 560 mm with a maximum speed of 350 rpm.
When designing the LU7000 EX, Okuma also focused on achieving high dimensional accuracy. The lathe’s high constructional rigidity, but also Okuma’s Thermo-Friendly Concept contribute to this goal. The application avoids any generation of immoderate heat during the manufacturing process, detects changes in temperature and compensates for thermal deformation. This way, inaccuracies due to thermal fluctuations can be prevented.
For further information www.ncmt.co.uk