

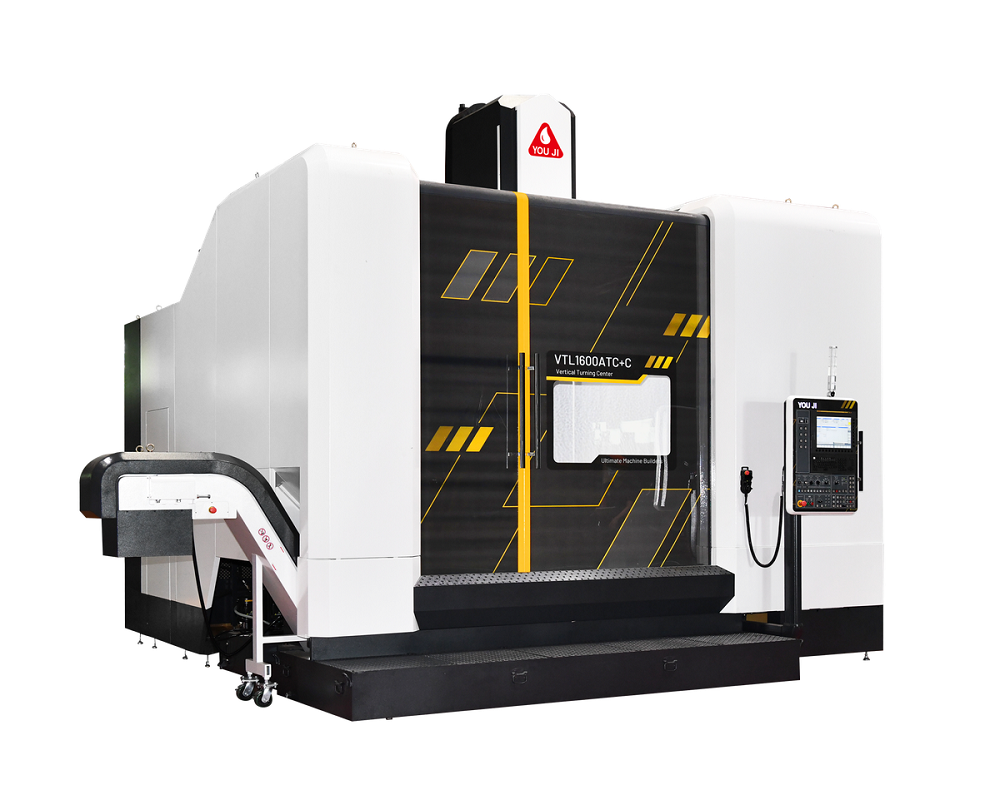
A new You Ji VTL1600ATC+C vertical lathe is now in situ at TDT Machine Tools. From the world’s largest producer of large-capacity vertical lathes, theVTL1600ATC+C made an epic journey fromYou Ji in Taiwan to West Yorkshire.
In an era where precision meets power, the eagerly awaited arrival of the You Ji VTL1600ATC+C vertical lathe sent waves of excitement through TDT. Arriving on four lorries with a wide-loadescort, the new addition replaced an old Dörries machine and brings new turn-mill strategies to the manufacturing process. According to TDT, the robust design, heavyweight performance and unparalleled capabilities support the adoption of new machining methods and tooling that users can push to the limit.
The You Ji YV and VTL series of vertical ram-type turning lathes are built for large, heavy part machining with tables ranging from 600 to 4500mm diameter. These vertical lathes feature a heavy Meehanite cast iron construction, rigid, extra-large box ways, and large diameter pre-tensioned ballscrews. All mating surfaces are coated with Turcite-B and hand scraped for perfect fit and alignment.
Both the YV and VTL series machines feature Timken cross-roller table bearings for rigidity and precision. High-power spindle motors coupled with ZF planetary gearboxes provide high torque for heavy metal removal.
VTL series machines are available in table sizes from 1000 to 4500 mm and feature a symmetrical base/column design with moveable cross rails in programmable 200mm increments. Variable column heights/ram strokes are available to accommodate very tall workpieces. Twin rams are available on the VTL-1600 size and larger machines.
The installation process spanned two weeks of meticulous work, with TDTs team of engineers installing the machine into the existing pit foundation, with minor modifications where the Dörries came out.
For further information www.tdt-machinetools.co.uk









