At September’s EMO exhibition in Hanover, Nakamura-Tome CEO Shogo Nakamura provided the crowds with a presentation on the Nakamura-Tome WY-100V turning centre. Now available in the UK from the Engineering Technology Group (ETG), the presentation discussed how Nakamura is making its fastest machine even faster.
The new flagship machine is a twin-spindle, twin-turret turning centre with both turrets offering Y-axis capability. With the ‘V’ in the machine name denoting ‘Velocity’, Shogo Nakamura says: “The machine cuts the burden of manufacturing by giving faster cycle times that enable customers to make more workpieces in a shorter time.”
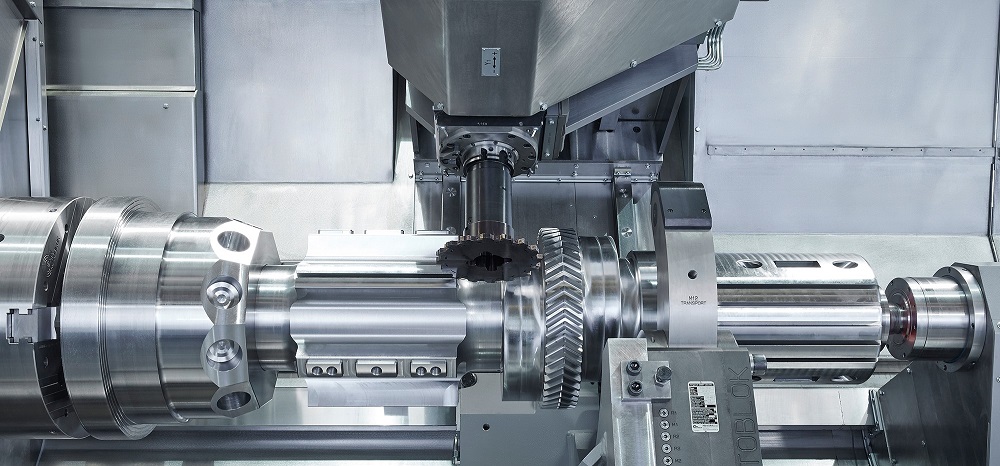
Looking at the hydraulic component that was machined at EMO in a single operation with complex milling, drilling and turning cycles, the CEO explains how the part is machined with a 30% cycle time reduction: taking the cycle time from 536 to 375 seconds. It is achieved with new ChronoCut software technology that eliminates non-productive time.
The hydraulic component machined at EMO ran through some of the key areas where the Nakamura-Tome WY-100V is slashing cycle times. One example was demonstrated on holes drilled around the periphery of the part, using both turrets drilling simultaneously to reduce the drilling cycle time by 56%. This was followed by the rigid tapping of eight holes on the face of the turned part. The ChronoCut technology tapped the holes at 4000rpm and retracted the taps at 8000rpm, conducting very high-speed synchronisation of the Z-axis travel with the milling rotation. Previously, the maximum synchronising rotation speed during rigid tapping was around 3000rpm, but with ‘V’, it is now possible to synchronise up to 8000rpm.
For further information www.engtechgroup.com