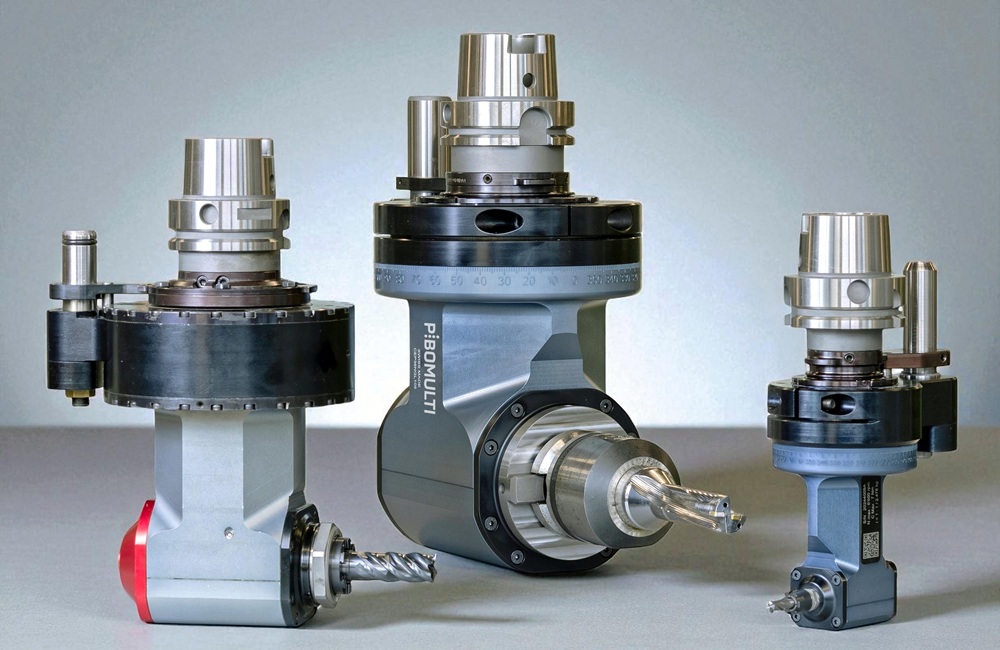
A new range of tool-holding heads designed to mill and drill components at right angles to the orientation of a machining centre spindle has been introduced by Swiss manufacturer Pibomulti, whose products are sold into the British and Irish markets exclusively by Gewefa UK. The next-generation CEP-NG heads can likewise be used in the B-axis spindle of a multi-tasking lathe, or in a live VDI turret station of a turn-mill centre.
Built with high-quality, hardened and ground bevel gears and ABEC 9 angular contact bearings, CEP-NG heads are engineered to deliver reliability, performance, precision and longevity, even when tackling challenging applications in demanding sectors such as automotive, aerospace, medical, defence and energy.
Compared with previous models, the new generation of heads is capable of transmitting higher rotational speeds at a 1:1 ratio, leading to greater productivity due to raised metal removal rate when roughing, or finer surfaces when taking finishing cuts. The CEP-NG 17 model, for instance, which clamps the cutter in an ER25 collet, can reach a maximum speed of 5000 rpm, optionally 6000 rpm, and has a maximum torque of 50 Nm.
ER8 up to ER50/ISO40 tool clamping is available, the latter being capable of deploying a 36 mm diameter tool and transmitting 210 Nm of torque. A further benefit of the head redesign is that vibration is lower, especially when tool overhang is long, further promoting good surface finish as well as extending tool life.
Pibomulti CEP-NG heads are also lighter in weight, reducing stress on the machine tool spindle bearings, as well as on the machine structure when the spindle head is accelerating or decelerating in the linear axes. The lightness similarly lessens the load on the magazine arm during automatic tool change and allows quicker exchange.
More information www.gewefa.co.uk