Heidenhain has incorporated new software into its TNC control systems that allows complex trochoidal milling routines to be programmed conversationally on the shop floor, without having to download the cycles from a CADCAM station

OCM (optimised contour milling) functionality is a new option available for the company’s TNC640, TNC 620 and TNC 320 CNC systems.
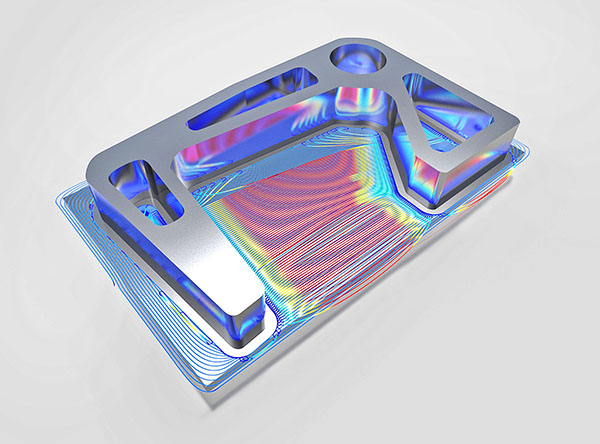
The OCM algorithm takes conventional ideas for trochoidal milling, traditionally used to achieve high material removal rates when slotting, and considerably expands the range of application. In addition to the roughing of any open or closed pocket or island, the software also offers cycles for finishing the floors and side walls.
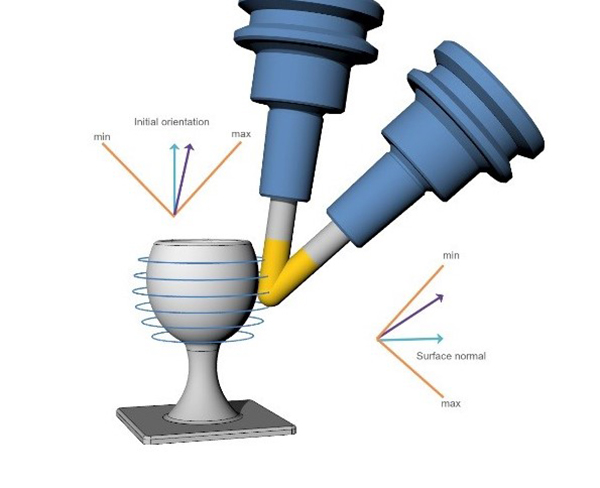
A milling tool’s wrap angle can be limited to reduce heat generation and prolong cutter life. As cutting forces are lower, delicate and thin-wall parts can be machined with greater accuracy, and even spindles with low power and torque can be used successfully, says the company. Moreover, as the milling cutter occupies less of the area of a slot or pocket during machining, the accumulation and re-cutting of chips is minimised, which is particularly important for features that are deep in comparison with their width.
The control automatically calculates the best tool paths for maintaining constant cutting parameters. Subsequent machining operations run with continuously optimised cutting values, resulting in increased machining speed and a noticeable reduction in tool wear, reports Heidenhain. A sample part produced recently in Germany demonstrated the effectiveness of the new milling strategy: OCM lowered the machining time and raised tool life by a factor of three compared with conventional milling strategies.
For further information www.heidenhain.co.uk