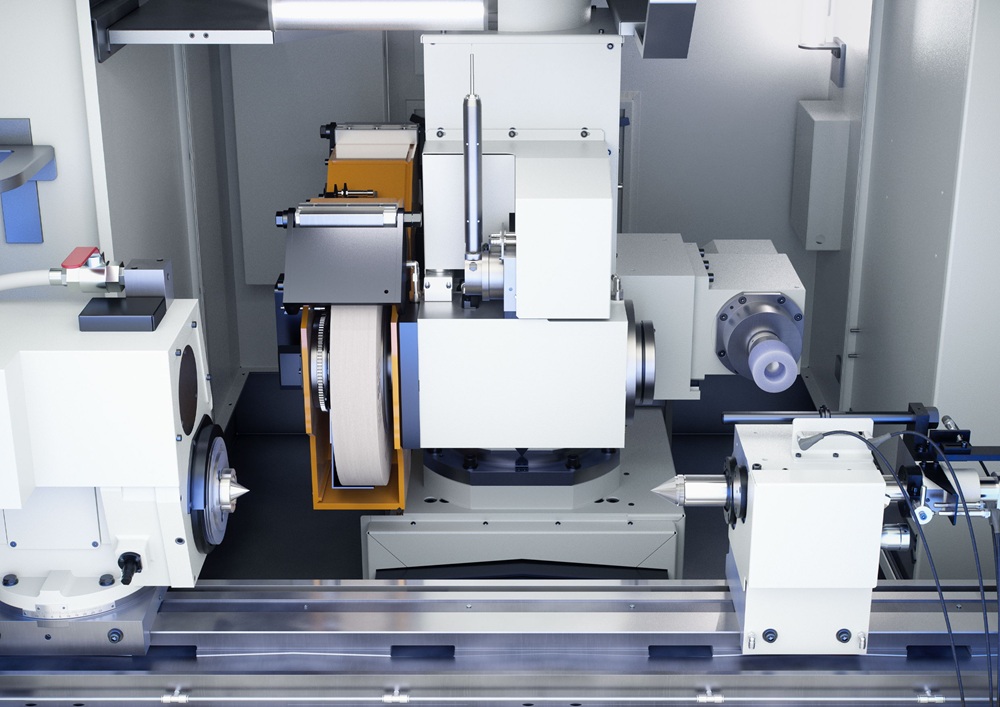
The new UG series of universal grinding machines from EMAG combines proven grinding technology with a cost-efficient machine base, delivering a flexible and reliable solution for internal, external and out-of-round grinding applications. Designed for precision manufacturing tasks, the machines offer high levels of accuracy and process stability while maintaining versatility.
EMAG’s UG series comprises four models with grinding lengths of 400, 630, 1000 and 1500 mm, enabling users to select the appropriate configuration for applications ranging from compact toolroom work to the production of longer shafts and complex geometries. Workpieces can be clamped between centres or in a chuck.
A rigid machine structure forms the foundation of the series. Linear guides in the X and Z axes, servo drives with recirculating ball screws and direct-drive motorised grinding spindles ensure stable and accurate machining performance. The grinding head uses direct-drive motor spindles with up to 11 kW of power, eliminating belt drives and reducing vibration. As a result, torque is transmitted efficiently, improving surface quality and process reliability.
A swivelling B-axis enables positioning from -15° to +225° with an accuracy of 0.0005°, allowing precise contour and surface grinding.
The work-head is equipped with precision tapered roller bearings to deliver high rigidity and a concentricity accuracy of 0.5 µm. A swivel range of 0° to +30° supports various grinding strategies, while optional AE sensor technology detects grinding wheel contact with the workpiece to minimise idle time. An optional workpiece spindle with C axis is available.
Machines in the UG series are equipped as standard with the FANUC 0i-TF control, providing intuitive operation and reliable global support, with the more powerful FANUC 31iB Plus available for highly complex machining applications.
More information www.emag.com