
As industry in the UK and Ireland emerges from the grips of the pandemic, improvements in production efficiency will be essential to maintain competitiveness in a global marketplace.
However, according to 1st Machine Tool Accessories (1st MTA), the situation is more an opportunity than a challenge. Machine shops currently have time to carry out in-depth analyses of their processes and see where cost reductions are possible without compromising quality.
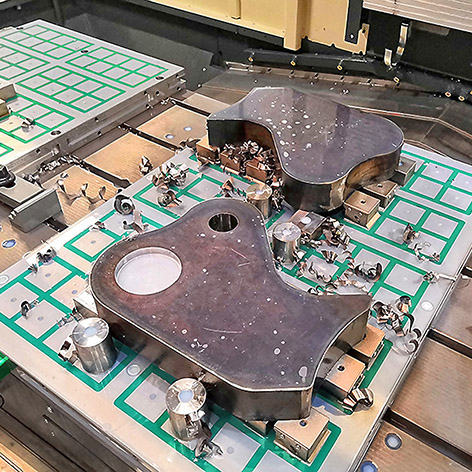
Unit production cost is everything and there are many ways of reducing it. For instance, one of the most recent agency lines taken on by 1st MTA is the range of electro-permanent magnetic work-holding and handling equipment from Walmag. The manufacturer asserts that swapping from the use of conventional vices to a magnetic solution allows five sides of a components to be machined in one hit, typically raising output by a quarter for no increase in production cost.
Walmag has gone so far as to calculate the comparative cost benefit of producing a part in one operation using magnetic work holding rather than in two operations using compressive clamping. The analysis is based on milling a 400 x 600 x 20 mm component on a VMC in a 30-minute cycle. The saving derives solely from being able to fixture the billet once in one minute instead of twice in eight minutes.
Based on £16.20 per hour to employ an operator and £43.20 per hour for use of the machine tool, the £5079.24 capital cost of the Walmag clamp and control unit is amortised in 49 days in single-shift operation, or in half that time for a double-shift pattern. After that, there is a net saving for the manufacturer of £103.95 per shift, assuming the machining of 15 workpieces.
For further information www.1mta.com