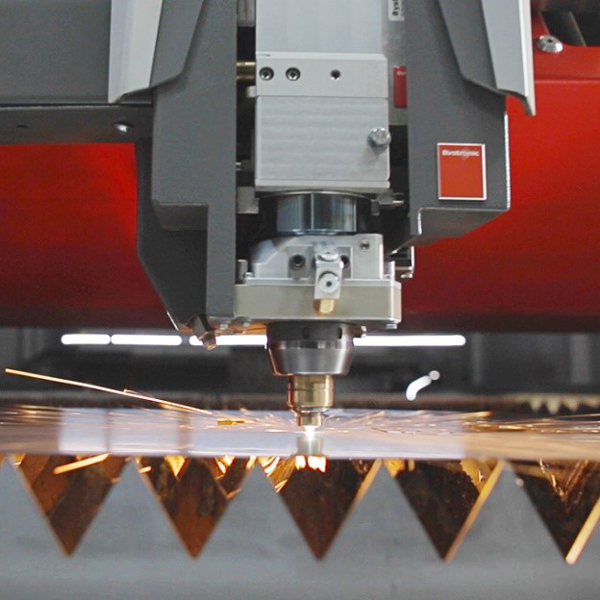
Speed, precision, flexibility: thanks to the new laser output of 15 kW, the Bystronic ByStar Fiber can cut steel, aluminium and stainless steel with a thickness from 1 to 30 mm, and brass and copper up to 20 mm.
On average, due to the 15 kW laser, the cutting speed of the ByStar Fiber increases by up to 50% (when cutting with nitrogen) compared with a 10 kW laser source. The new power level is available for the ByStar Fiber 3015, 4020, 6225 and 8025 models.
Bystronic’s BeamShaper function ensures clean cutting edges and high operational reliability across the entire range of thicknesses up to 30 mm. This function can be selected as an option when purchasing a new 15 kW ByStar Fiber, or added later as an upgrade. The BeamShaper enables the shape of the laser beam to be optimally adapted to thicker sheets and various sheet metal qualities.
Control of the high-performance flagship machine is via the ByVision cutting software and 21.5-inch touchscreen. According to Bystronic, operating the machine is as simple as using a smartphone.
In order to provide optimal material flow at the high speeds of laser cutting, Bystronic has a broad selection of automation solutions available for the ByStar Fiber 3015 and 4020. The offer includes loading and unloading systems, sorting solutions and individually configurable storage systems. Based upon the existing manufacturing environment and available space, it is possible to develop a seamlessly integrated automated laser cutting process.
ByTrans Modular is the newest loading and unloading solution on offer from Bystronic. This automation platform can be flexibly adapted to changing order situations and production rhythms in laser cutting.
For further information https://bystarfiber.bystronic.com