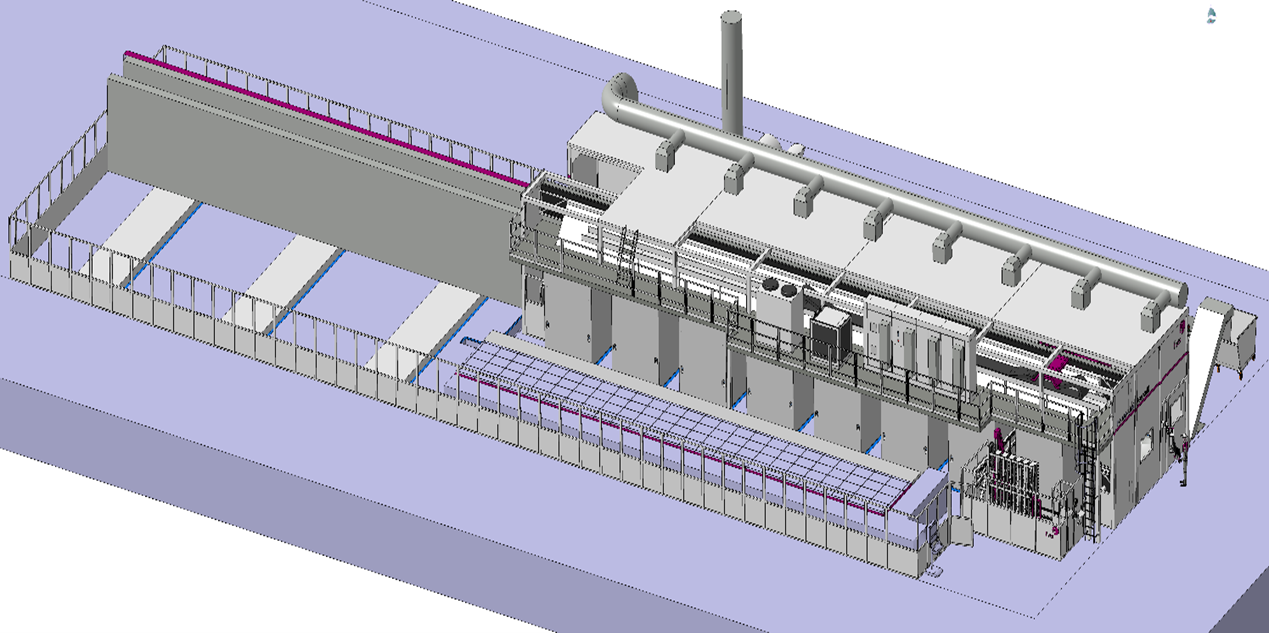
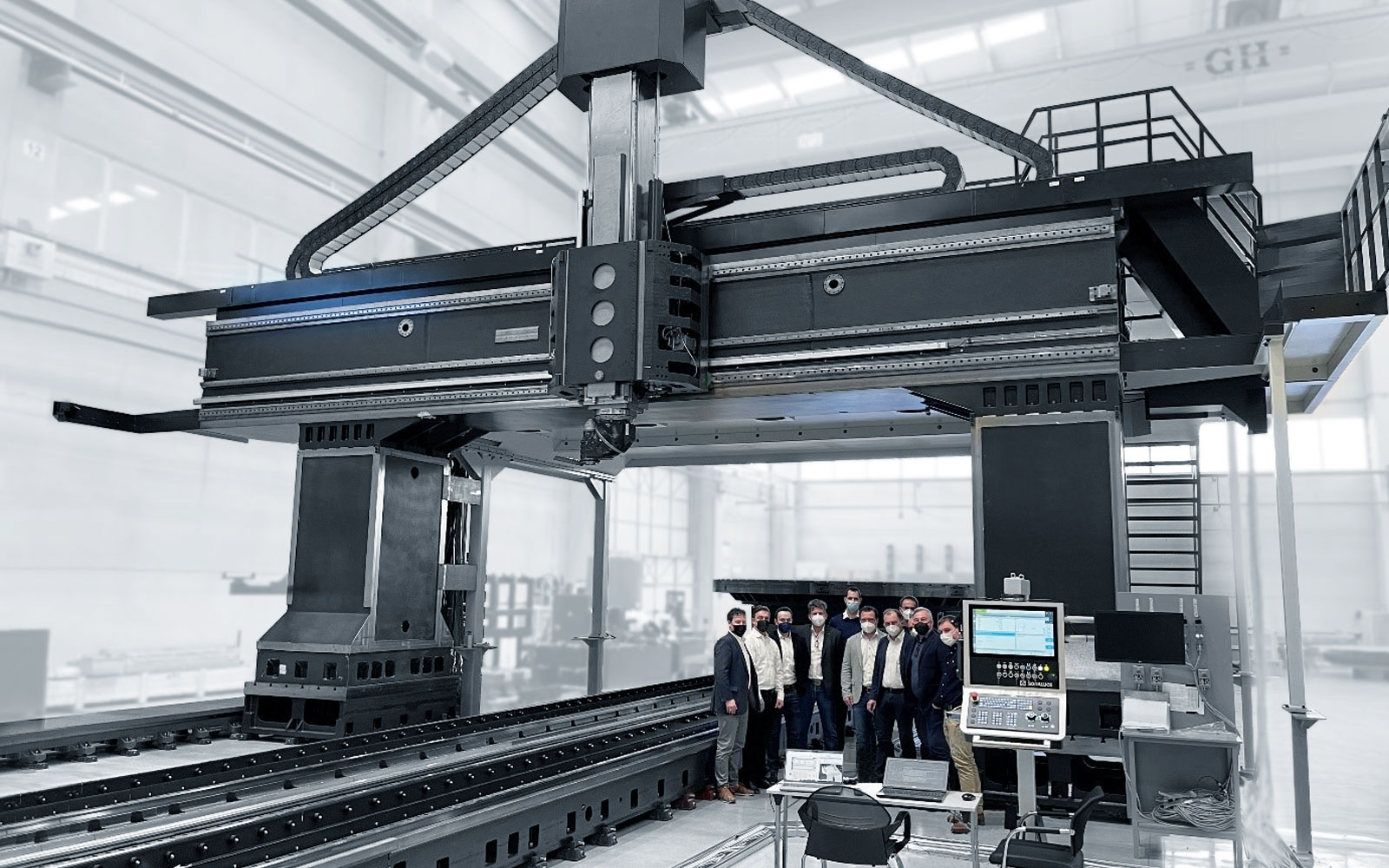
French multinational Alstom has purchased three Correa gantry mills for its Česká Lípa plant in the Czech Republic. The plant produces parts for commuter trains, trams, metro and other rail vehicles. With almost 1300 employees, it is one of the largest employers in the region. The project, worth several million euros, consists of a FOX-40 fixed bridge-type milling machine and two FOX M-80 gantry milling machines, co-produced with TGS, Correa’s dealer in the Czech Republic.
The FOX-40 machine has a travel range of X 4000 mm, Y 3000 mm, Z 1000 mm and an automatic universal UAD head, while the two FOX M-80 gantry machines are equipped with three spindles and have a travel of 8000 mm in the X axis, 4250 mm in the Y axis and 1500 mm in the Z axis. The challenge to optimise the process was met with the new Correa machines, reducing the processing times of the Alstom parts by around 20%.
Alstom’s Česká Lípa plant makes bogies: mechanically welded, large and complex shaped parts with protrusions and projections, adding to the complexity of the machining process. This type of workpiece is very prone to vibration during machining operations, which causes faster wear on the heads.
To suit this type of operation, the Correa spindle technology is very rigid, stable and 100% mechanical, with no delicate elements fitted that can be easily damaged during demanding machining operations. Among other things, six bearings support the main spindle to provide good performance. For the Alstom project, Correa manufactured a head specifically for the application: an ISO 40 angled head directly attached to the ram for increased rigidity and compatible with the automatic head change system. Correa machines are available in the UK from DTS.
For further information www.nicolascorrea.com