Augmented AI pioneer, QualiSense, is entering into a new deal with Johnson Electric to supply quality inspection systems for dozens of new manufacturing lines. The lines will produce millions of magnets per day: key components in electric motors for use by leading automotive OEMs.
Each production line includes multiple cameras, which will inspect two magnets per second. Johnson Electric selected QualiSense software because of its augmented AI technology, which allows fast and swift deployment thanks to knowledge transfer between different lines. Also, it has an ability to deal with complex surfaces and non-recurring defects present on the magnets.
The agreement is an extension of QualiSense’s continued partnership with Johnson Electric. Earlier this year, the two companies entered into a five-year deal to become the preferred software vendor for inspection and quality control using augmented AI technology.
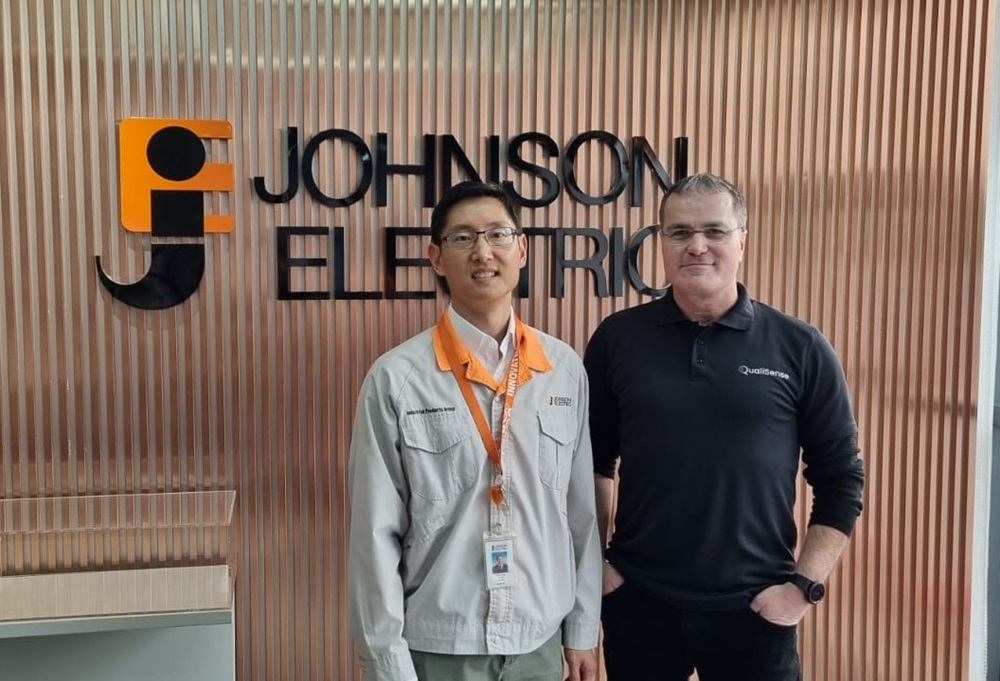
“This agreement is a reflection of our successful collaboration with QualiSense, whose technology gives the highest level of performance and precision, ensuring no defect goes undetected,” says Austin Wang, senior vice president at Johnson Electric. “QualiSense’s Augmented AI allows us to deploy new production lines quickly that reflect our quality requirements and commitment to customers. For the Johnson Electric team, the technology allows us to save time and make quick model changes whenever needed.”
Erez Tsur, CEO and co-founder of QualiSense, adds: “The speed at which QualiSense’s technology is able to inspect millions of parts is one of the key reasons why companies like Johnson Electric choose us as their preferred software partner. On top of this, we’re committed to ensuring that we offer the highest level of reliability, which is essential for any business supplying to tier one OEMs.”
For further information www.qualisense.ai