



For those in the business of fabricating server cabinets, NEMA boxes or switchgear cabinets, precision, efficiency and flexibility are non-negotiable. The team at RAS Systems understands these demands and offers tailored solutions to address these challenges.
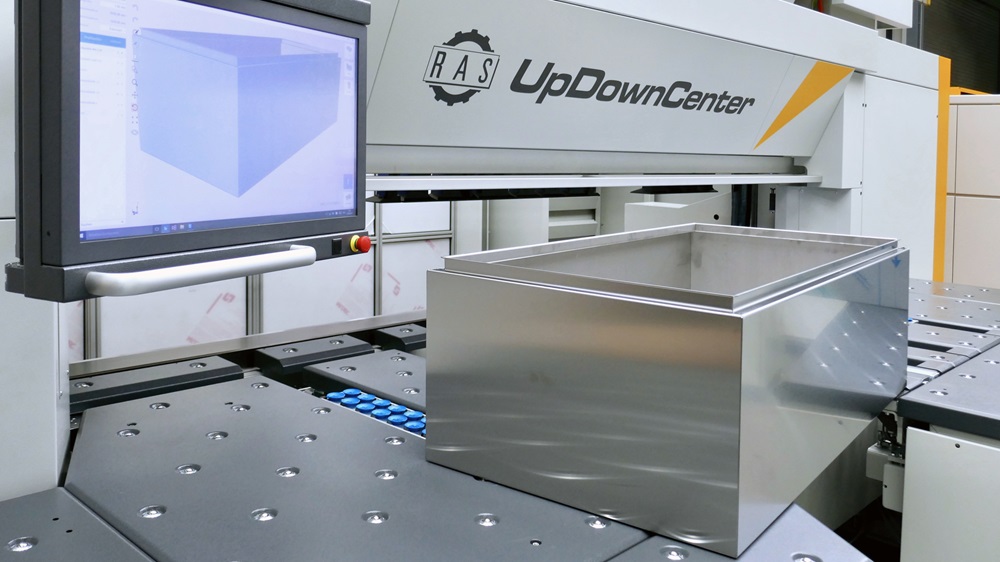
One of the biggest challenges in this industry is manoeuvring large and heavy profiles. Traditional forming systems like press brakes often fall short, making the process cumbersome and time-consuming. The RAS UpDownCenter-2 addresses this issue with its material handling capabilities, including automatic up and down folding sequences, and the PosLift part positioning system. These features minimise manual intervention, ensuring the handling of even the heaviest parts with precision and ease, says the company.
Multiple tooling changeovers coupled with tired and inexperienced operators often lead to inefficiencies and increased labour costs. The UpDownCenter-2’s automatic tool changer and one-click programming software reduce set-up times and enhance productivity, especially in jobs with small batch sizes. According to RAS, the automation ensures consistent quality and precision, reducing human error and ensuring high-quality outcomes.
Customers frequently request unique and complex designs, requiring a high level of flexibility in production. The UpDownCenter-2 excels in this area, reports RAS, accommodating both small and large batch sizes. Its ability to bend parts with embosses, large holes and oblique base shapes makes it suitable for custom designs. One-click programming further streamlines the set-up process, making it easy to switch between different production runs quickly and efficiently.
Processing various materials, such as milled steel, aluminium and stainless steel, is another industry challenge. The UpDownCenter-2 can handle a variety of material thicknesses. This capability ensures precision and consistent quality across different material types, making it a versatile solution for diverse production needs.
More information www.ras-online.de









