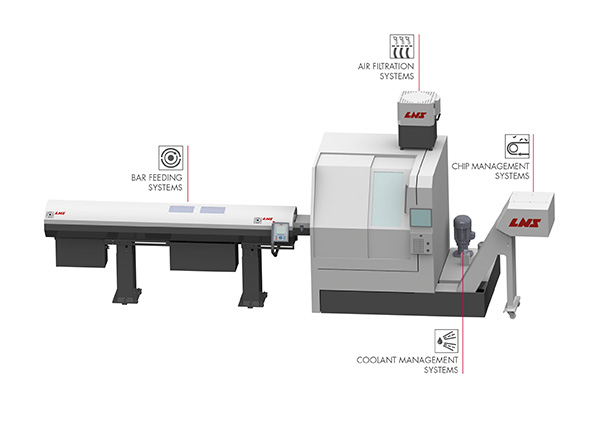
The LNS Group says that it is implementing e-Connect solutions to integrate its products, particularly barfeeds, into customer ERP and MES systems. “This will allow LNS customers to get full machining transparency at a glance, including the workload of each machine, cycle times and expected production completion,” explains Carlos Muniz, global product manager barfeed at the LNS Group.
LNS has been pushing innovation in the field of connectivity for more than 10 years. Together with major machine manufacturers, the connection between the peripheral and the machine tool was developed. A second major innovation was the connection between the LNS product and the humans controlling it. Monitoring production remotely from mobile devices saves time by knowing when the machining process will stop for a changeover, thus anticipating downtime in production planning. Thanks to e-mail or GSM notifications, overall production processes are more efficient. Additionally, the connection to internal or external technical support ensures downtime reduction.
While the e-Connect solutions to the machine and people are essential, another major step is the integration into customer ERP, MES and quality control operations.
“Until now, such systems and the machines were not efficiently connected, missing transparency,” says Muniz. “LNS is developing software drivers that will gather relevant information from the peripheral and, through middleware, feed it to applications or systems such as ERP, MES or quality control. These solutions are tailor-made for each customer software platform. The real-time monitoring of all processes will help clients to save time and resources.”
For further information www.lns-group.com