The VSM890-12 face and shoulder milling series from Widia is now available in the UK from Industrial Tooling Corporation (ITC).

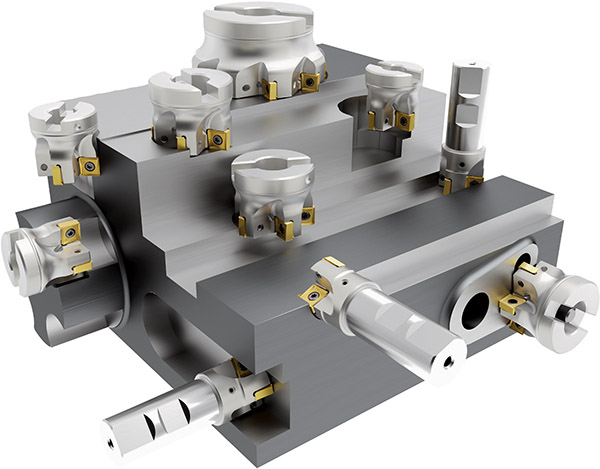
VSM890-12 cutters are said to be among of the very few eight-edged, double-sided tools with genuine 90° milling capability.
Widia’s VSM890-12 cutter is able to conduct operations that include face milling, shoulder milling, Z-axis and contour plunging, and 100% radial engagement slotting. This operational diversity is credit to the availability of a course, medium or fine-pitch insert density that corresponds with a newly developed pocket seat design which enhances stability and rigidity during roughing applications.
VSM890 is available with a 32 mm diameter Weldon end-mill configuration, while the shell mill tool bodies come in diameters from 40 to 250 mm, with a cartridge face mill providing a 315 mm diameter. Each tool diameter is offered in the aforementioned course, medium and fine-pitch variants, whereby the course-pitch tool bodies are the optimal choice for low spindle power machines that may have an unstable set-up. For machine shops that have reasonably robust set-ups and spindle power, the medium-pitch tool body is first choice, while operators using heavy-duty machine tools with high spindle power will find the fine-pitch variant to be the optimal solution.
Perhaps the most impressive feature of the WSM890 tool is its true 90° cutting for wall and step milling. With an integrated wiper facet and positive rake design on the inserts, the VSM890 cutter generates high levels of surface finish and an efficient and smooth cutting action for low-power machines. Furthermore, with eight-edged inserts, ITC can offer a cost-effective milling solution.
During the remainder of 2019, Widia will be extending the range with the introduction of 7, 9 and 15 mm insert dimensions.
For further information www.itc-ltd.co.uk