The Engineering Digital Mash-Up hosted at Yamazaki Mazak in Worcester on 27 June, is a meeting of up to 100 engineering, manufacturing and technology companies, along with digital providers and engineering students.
Put together through a partnership between the Manufacturing Technologies Association (MTA) and the Worcestershire LEP, the free-of-charge Engineering Digital Mash-Up will show SMEs what tools and projects are available, how they can help, which tools are free and the cost of others, as well as how to access them.
For further information https://is.gd/urajiw
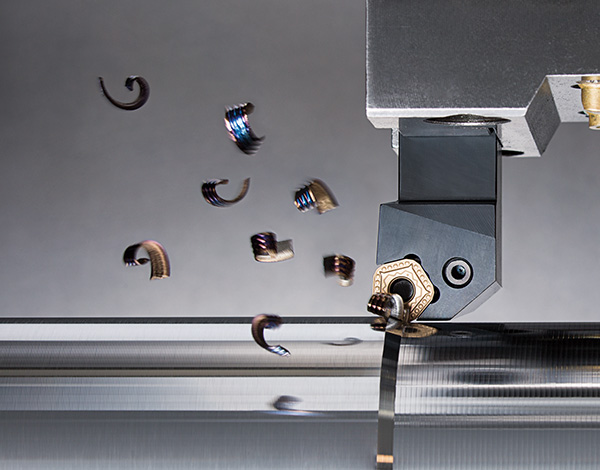
Sandvik Coromant is introducing its lightweight CoroMill 390, which features a cutter body produced using additive manufacturing. CoroMill 390 AM action photo with Silent Tools, bottom camera view
The lighter overall weight of the tool helps to minimise vibration and improve security during machining operations that require long overhang set-ups. In turn, gains in productivity can also be achieved.
Additive manufacturing offers a superior way of producing complex structures with high precision and without joints. Use of the process can make components lighter, stronger and more flexible than ever before. With regard to tool bodies, additive manufacturing allows for the generation of shapes and features not possible with metal cutting. In addition, virtually any material can be printed, as in this case, a titanium alloy.
”When designing our new lightweight CoroMill 390, material has been tactically removed to create the optimal cutter design for minimising mass,” explains Thomas Wikgren, manager – product application management. “This is called topological optimisation, and it makes the cutter more compact and significantly lighter than a conventional version, thus helping machine shops to boost productivity in long-overhang operations. Moreover, a shorter distance between the damper in the adaptor and the cutting edge improves performance and process security.”
The lightweight CoroMill 390 has been designed to provide the solution. Combined with Silent Tools milling adaptors, this tooling combination subdues vibration to aid productivity and process security in demanding applications involving long overhangs. In addition, the cutter can be used to perform long-reach face milling, deep shoulder and side milling, cavity milling, and slot milling. The tool is available in 40 and 50 mm diameter variants. Three or four different inserts (size 11) can be specified to suit the application. Differential pitch and internal coolant are provided on all cutters.
For further information www.sandvik.coromant.com
Phil Roberts has been appointed by horizontal machining centre manufacturer Heller Machine Tools as area sales manager for the south of England.
A time-served mechanical engineer from BAE Systems with an HND in Engineering from what is now the University of Hertfordshire, Roberts’ background is highly relevant to his new role. He has nearly 20 years’ experience in the machine-tool industry, both in the sale of capital plant and cutting tools, and in the specification, purchase and use of machines and manufacturing systems.
For further information www.heller.biz
Turning heat-resistant super alloys (HRSAs) has always been a challenging prospect for the modern machine shop.
However, TaeguTec is now simplifying this challenge with the arrival of insert designations that have been added to its T-Turn turning series of cutting tools.
With a glossy yellow sheen, the PVD coated TT3010 grade is characterised by its high abrasion resistance and high bonding strength, which result from its ultra-fine substrate. In combination, this abrasion-resistant, high-bonding strength, ultra-fine substrate – and a special coated layer – enables chipping resistance to prevent built-up-edges. The grade is suited to low depths-of-cut finishing applications.
Alongside the TT3010 will be the new PVD coated TT3020 grade. This insert uses an ultra-fine substrate that is said to generate high abrasion resistance and toughness during machining. With a smooth coated layer surface manufactured through a special treatment process, the TT3020 demonstrates resistance to built-up-edges. For HRSA materials, this is TaeguTec’s most frequently recommended grade for the machining of scaled surfaces and light external applications in the low-to-medium speed range.
Both grades are available with two new chip breakers, MGS and FGS. The MGS chip breaker is a negative insert with a sharp cutting edge that reduces cutting resistance and heat generation during machining. In contrast, the FGS chip breaker is a positive insert that has a sharp cutting edge to generate low cutting resistance while guaranteeing precision machining. The chip breaker serves to minimise heat when machining high-temperature alloys.
For further information www.taegutec.com
The TurnTen-Feed turning series of tool inserts from Tungaloy are designed to maximise machining performance and efficiency when undertaking medium to heavy turning operations.
Target components include those manufactured for the aerospace, power generation and heavy engineering sectors, where high material removal rates and extended machining hours are required.
Tungaloy’s TurnTen-Feed inserts feature 10 cutting edges in double-sided format. Each insert is mounted in a secure dovetail clamping tool-holder design that ensures high insert reliability and stability during demanding operations. The dedicated -MNW style chip breaker is designed to ensure smooth chip flow, while the wiper geometry built into the cutting edge allows high-feed machining at a rate of up to 2 mm/rev.
There are two inserts sizes available: the POMG110612 designation with a 15.875 mm IC (inscribed circle diameter); and the POMG130612 in 19.05 mm IC. In addition, the Tungaloy TurnTen-Feed turning series can be offered with insert grades that include the T9215, T9125 and T9225 from the company’s T9200 CVD series.
Two types of tool holder are available to extend the turning application range. The HD holder is suitable for depths-of-cut up to 7 mm, whereas the HF holder enables high-feed turning at speeds up to 2 mm/rev. Holders can accommodate either type of insert.
For further information www.tungaloy.com/uk