In response to feedback from users, Citizen’s M32 sliding-headstock lathe, a popular model in the Japanese manufacturer’s range, has undergone a fundamental makeover in its fifth design iteration to the extent that half of its constituent parts are new. The machine is also considerably more robust, with a bed 500 kg heavier than that of its predecessor, bringing the installed weight to 4.3 tonnes.

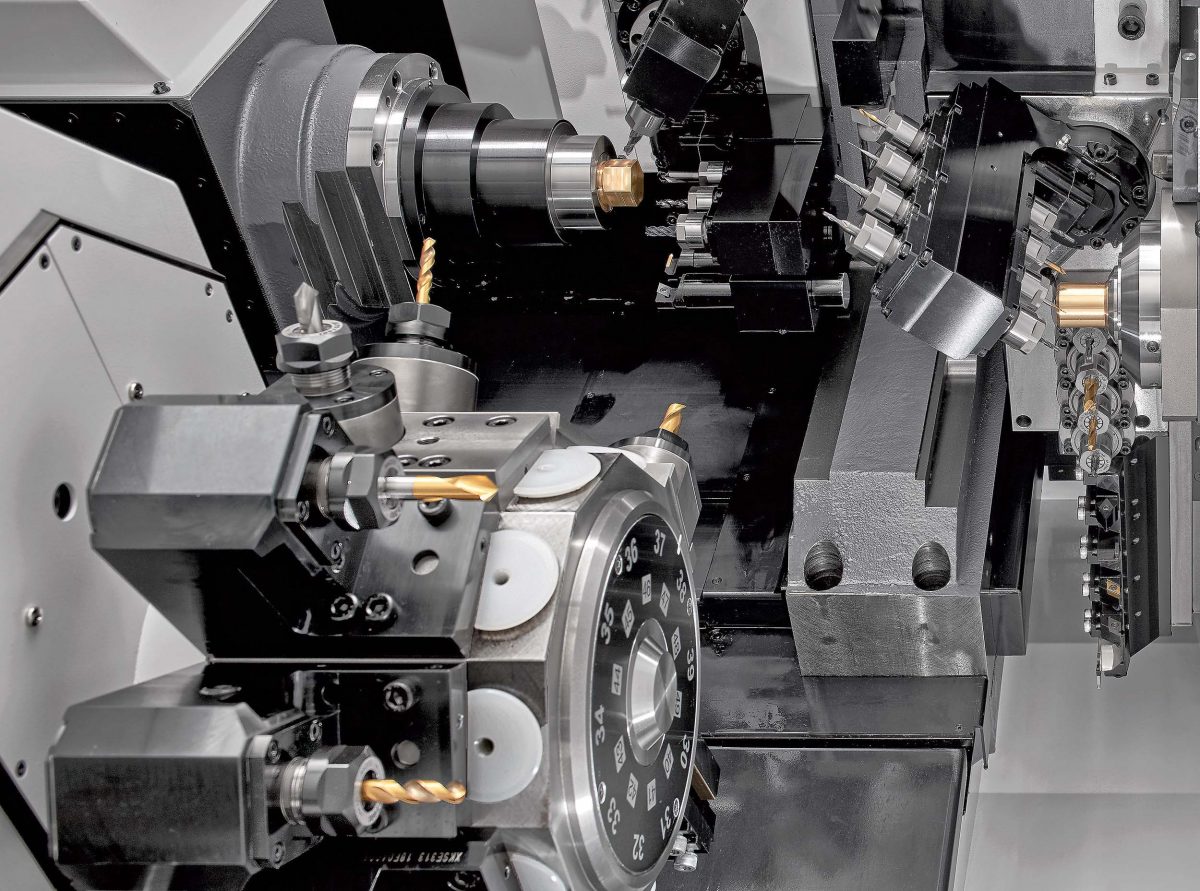
The 10-axis Cincom M32-VIII features a 10-station turret which runs on hardened box ways. Also included is a new tooling system employing a single, heavier duty, 2.2 kW drive to the live cutters. Only the selected tool rotates – a world first for Citizen. The effect is to suppress heat generation and vibration, enhancing machining accuracy and surface finish. Power consumption is reduced and there is less wear on gears and bearings. The latter have been strengthened, providing extra rigidity to withstand torques twice as high as on the previous model, leading to greater productivity.
The gang tool post has been equipped with 1.5 times faster live tools powered by a 2.2 kW motor, as well as a programmable, 50 rpm B axis to enable simultaneous machining in five CNC axes rather than four. In addition, the back tool post with Y axis now has adjustable-angle tooling. Both features enable production of more complex parts. Three tools may be in cut at the same time, supported by the Mitsubishi M850W control with 15” touchscreen.
The 8000 rpm main spindle has been upgraded to 5.5/7.5 kW, while the counter spindle is of the same power, representing a 2.5-fold increase. This specification improves the flexibility with which front-working and rear-working cycles can be shared between the two spindles.
For further information www.citizenmachinery.co.uk