



Kuka is supporting its customers in the transition to more sustainable mobility with state-of-the-art technology: the company is supplying 23 FSW (friction stir welding cells) with integrated robots for the production of electric vehicles at an automotive customer. Kuka says it is the largest single order in this area to date.
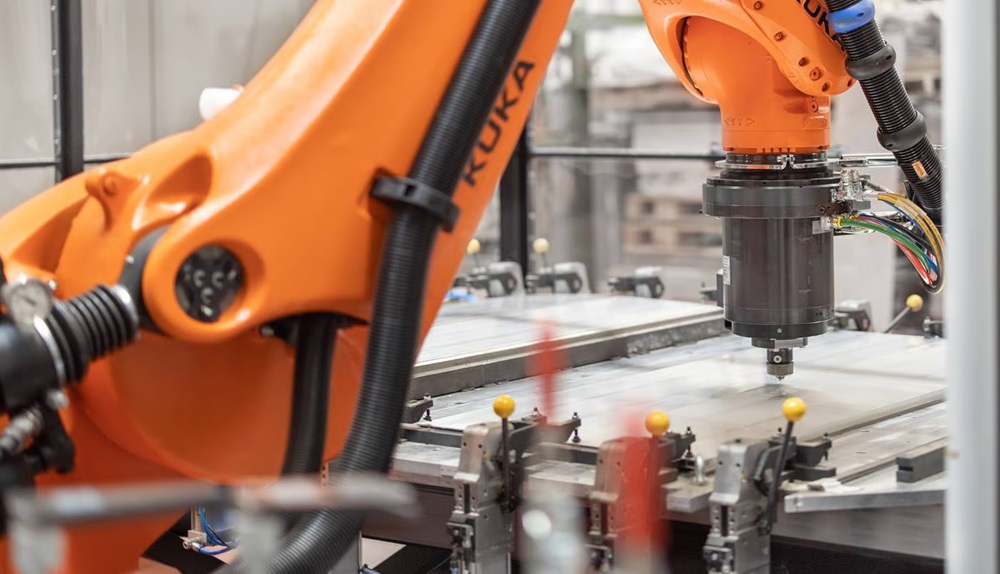
The FSW cells with various technologies and Kuka KR Fortec robots integrate fully into production lines for electric vehicles, where they perform several production steps. Kuka robots in the cells weld battery trays and join cooling plates to the battery trays in a second operation. This is an important task, as battery trays play a crucial role in electric vehicles. They must be leak-proof and resilient, support the correct temperature of the batteries and help to prevent the battery from endangering vehicle occupants in the event of an accident.
A particular challenge in production is 3D welding, for which robot-based FSW technology is suitable. The application also requires complex clamping technology, where Kuka was also able to contribute its engineering expertise. A tool changer and a cleaning station for the FSW tools are also in place to facilitate fully automatic operation.
In addition to the technical solution, Kuka’s expertise and years of experience in process technology, engineering and co-operation with the sales experts impressed the customer.
Kuka is now working with research partners to develop the technology further, namely to monitor weld seam quality in-process and subsequently reduce the time and cost of inspection. The company is collaborating with partners at the University of Augsburg on an AI-based process monitoring system.
More information www.kuka.com









