With a comprehensive portfolio of systems and modules, Stäubli robot tool changers continue to find their way into new and exciting projects across many different sectors. By way of example, when TPR Ltd set out to apply its digital robotic technology to a drilling project, the company turned to Stäubli for the robot tool changing systems.
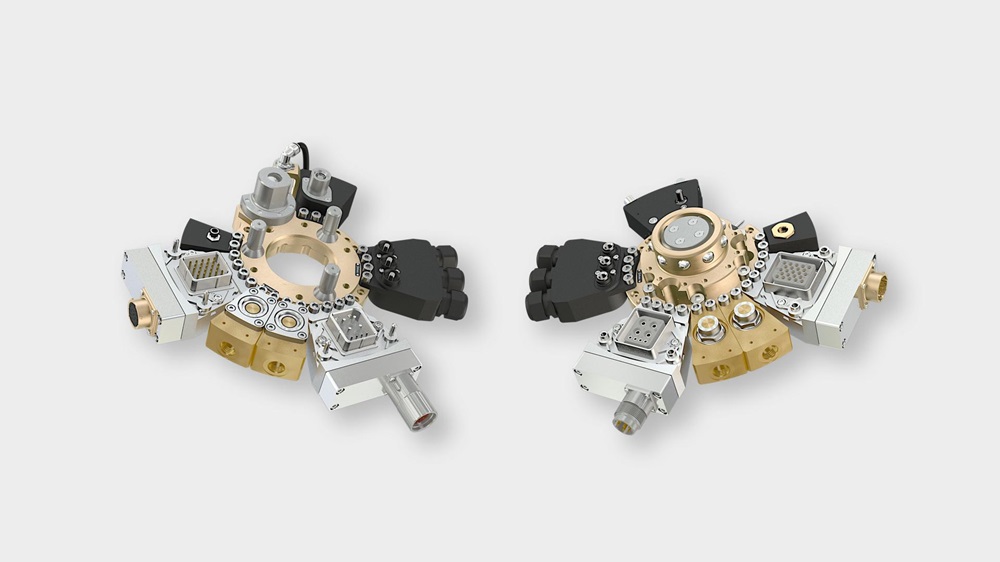
Stäubli’s MPS 130 R20 robot tool changer and CombiTac connectors perform the tool changing operations, optimising the robot’s utilisation, and connecting the water, air, power and data signals.
True Position Robotics (TPR) provides smart solutions for robot drilling and inspection, designed to fit within a digital landscape. As part of the Innovate UK funded ADI (Automated Drilling & Inspection) project, TPR’s technology plays a key role in transferring robot programs (created offline) to the real robot, and guiding the robot in space to become a true digital twin.
The ability to obtain both the connector and tool changing technologies from a single source (Stäubli), as opposed to using hybrid technologies from different suppliers, is seen as beneficial because it guarantees the manufacturing processes, materials, tolerances – and ultimately – the product’s reliability and compatibility.
Stäubli’s MPS 130 R20 robot tool changer and CombiTac connectors perform the tool changing operations between the inspection systems used to define datums prior to machining, the drilling technology used to produce and countersink the holes, and finally the laser scanning system for final process verification.
Commenting on the Stäubli solution, TPR director Roger Holden says: “The main benefit is we don’t have to worry about the consistency or quality of the different services when we disconnect and then re-connect different tools. We can take that for granted as we have full confidence in Stäubli’s solution.”
For further information www.staubli.com