With an impressive machine shop that equals many of the motorsport teams it supplies, Blackmore Precision Engineering has invested in a selection of advanced manufacturing equipment to produce complex, tight-tolerance components. Helping the company achieve its promised lead times is Vericut CNC simulation and optimisation software from CGTech.
Kidlington-based Blackmore Precision’s 12,000 sq ft facility is equipped with a range of five-axis CNC machining centres: three Matsuura MAM 72 machines (each with 32 pallet stations), four DMG Mori DMU 50 modes (some of which feature automated pallet changing) and a DMU 70 for larger parts. The company’s immaculate machine shop has grown and developed rapidly since Brendan Blackmore started the business back in 2005.
“Back then,” recalls company director Jeremy Gray, “Brendan was based in a small unit where he used a machining centre and CADCAM software to successfully produce parts on a quick turnaround for Formula One teams and other motorsports customers. Due to high demand, additional staff and machine tools followed, with a move to a larger unit before relocating to our existing site in 2010.”
Bringing his general management experience to the company Gray joined Brendan Blackmore, who still owns the business, in 2008.
“Initially it was all about turning parts around very quickly; we were accustomed to having drawings arrive on a Friday and having to supply parts on the Monday,” says Gray. “We still do this today, but in addition, we go through the rigorous inspection criteria that is required in every industry sector.”

Since the business made the decision to invest in Vericut simulation and optimisation software from CGTech in early 2021, it has further improved the efficient turnaround of customer parts.
“We had looked at Vericut in the past – however, when two new team members joined, both of whom had prior experience with the software, we were persuaded that was the way forward,” explains Gray. “From a business perspective, investing in Vericut has been very impressive right from the start. Having the whole CGTech team, from sales to training, help get everything in place very quickly, has been exceptional. Thanks should also be given to technical support for getting all our machines modelled and set up in the software.”
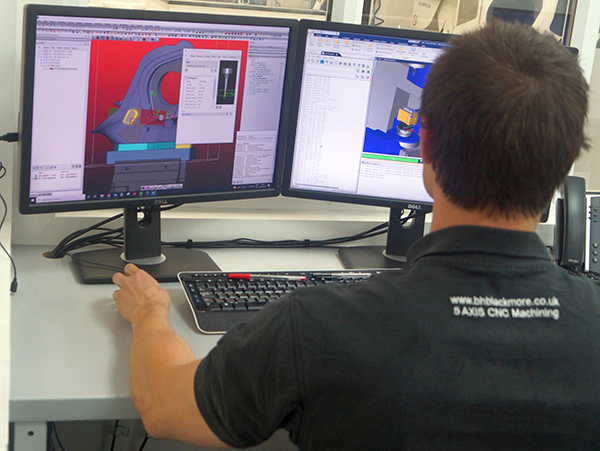
Lead CNC programmer Jan Plovucha was a catalyst for the application of Vericut at Blackmore Precision Engineering. For CADCAM, the company uses Open Mind’s HyperMill software, which has a direct interface with Vericut to import all of the necessary detail, including the Lang high-pressure clamping system and zero-point plates used across the shop floor. The goal is to use the experience of the programmers to ‘hit’ the component in one.
Says Plovucha: “We can rely on Vericut, so our prove-out time has dropped dramatically. This is vital as we’re running small batches of components with complex geometries, and we do not keep parts on file. Each job is treated as a new job, so every part gets the Vericut treatment each time because it may not be run on the same machine or by the same machinist.”

In fact, Vericut substantiated its value in the very first week as one job planned for a DMU 50 machine was identified as exceeding the limits of the machine tool.
“Previously, the machine would have been set up with the tools and run until it encountered this issue,” says Plovucha. “Then it would need to be broken down and reset on a different machine, losing time and possibly accuracy as we try to match the datum points.”
He continues: “We use the Autodiff module to check the parts for excess stock material and eliminate gouging where the CAM program may want to go through the part stock material. Vericut is so good we don’t think about some of these problems anymore, and the technical support and training provided is first class.”
At around 25% of the company’s annual turnover, motorsport is still an important market, but the business has broadened its customer base and diversified over the years. Many businesses supplying the various Formula One teams in the UK and beyond understand the cyclic nature of the industry, which has fantastic opportunities during the ‘car build’ that lasts for about 5 or 6 months. However, for the company to remain busy throughout the year requires demand from other industries.

“We targeted work that matched our capabilities, and now supply Rolls-Royce Aerospace, Jaguar, Bentley and many tier-one automotive companies,” says Gray. “We also do a lot of scientific and instrumentation work; here in Oxfordshire there are many start-up companies that spin out of the university.”
Metallic materials cut by Blackmore include aluminium, titanium and Inconel, as well as mild and stainless steels, while engineering and glass-filled plastics are also precision machined. Cycle times vary between 30 minutes for a simpler aluminium part to around 30 hours for a complex casing cut from titanium.
Volumes are never excessive, although the automotive batches at up to 100 parts are much higher than those demanded by motorsport customers.
“We may have suspension parts for Jaguar and they could be batches of around 70, but they also do a lot of special builds and vintage cars, and that can be as low as batches of 10 or so,” explains Gray. “The work is certainly very interesting, and the rising demand of EV will bring lots of challenges, but it’s a big market going forward with lots of opportunities.”
He concludes: “We’re hungry to get bigger and carry on varying the customer base to a level we can still handle and give the service that people require. To do this we try to organise things really well, so everything is always available, like the consignment tools we hold here in a vending system. If you only have a few days to complete an order, you don’t want to spend an hour looking for a tool – so that’s all part of what we do here. Vericut has been an important link that allows us to deliver quickly when required, and always reliably. The software certainly has added benefits that we didn’t consider beforehand.”
For further information
www.cgtech.co.uk