Established 20 years ago, Exeter-based motorcycle aftermarket specialist HEL Performance has for half of that time manufactured its brake line fittings in-house from stainless steel bar using an array of sliding-head CNC lathes, of which 14 are currently in use. The idea was to have full control not only over the design but also over the production and quality of these mainline products.

HEL Performance could therefore not have moved further away from its comfort zone when it decided to manufacture two new families of prismatically machined components from solid aluminium billets, namely master cylinders and radially mounted brake calipers.
Turnkey production systems were clearly needed and managing director Simon Lane researched the market for a suitable machine tool supplier, an exercise which culminated in the purchase from Whitehouse Machine Tools of three Speedio machining centres built by Brother, Japan.
Supplied with tooling, fixtures and programs, two are S700X1 four-axis, 21-station turret-type models installed in March and June 2018, while the third is an M140X2 trunnion-type, five-axis machine with a 22-position tool magazine, which arrived in August.
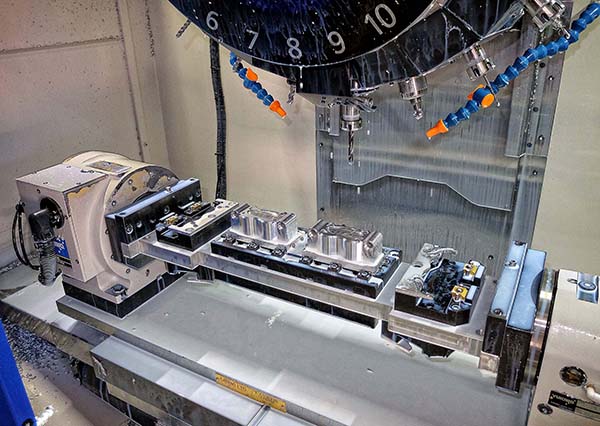
The S700X1 machines are currently devoted to producing either ‘100’ or ‘108’ caliper sets in two operations using bespoke, four-station fixtures on either side of a trunnion, so two complete components come off each machine every time the doors open. On the M140X2, one master cylinder is produced in two operations in a total cycle time of one hour.
When fully operational, each of the three Speedio machines will produce around 100 components per week, based on a single eight-hour shift per weekday. Lane foresees quantities rising four-fold in the next five years, and has already expressed interest in acquiring a Brother Feedio robotic component handling system to increase production efficiency and introduce unattended running overnight.
For further information www.wmtcnc.com