LVD has introduced its Synchro-Form adaptive bending technology. Synchro-Form automatically maintains angular consistency and the required geometric profile when handling, positioning and bending large parts with multiple bends, says the company, thus overcoming the problems of accumulative error and trial-and-error bending.

Synchro-Form uses a laser scanner and synchro modules to manipulate, position and measure each bend, relaying the digital information to the Touch-B control, which makes adjustments to part and ram position to achieve the correct profile. Variations are not accumulated but, instead, compensated with each bend step. According to LVD, even after multiple consecutive bends, the profile will be perfectly formed.
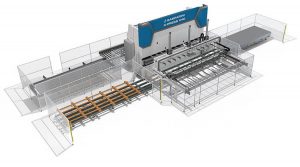
The system is an integrated feature of the company’s Synchro-Form series press brakes in models ranging from 320 tons by 4 m, up to 3000 tons by 14 m. It is also available in tandem, triple and quadruple configurations.
For further information www.lvdgroup.com