



Gear grinding is currently attracting a lot of attention, especially in the production of components for electric drives. Production planners are demanding new solutions for a perfect surface that assures their smooth running at high speeds and heavy torque loads. To see how a niche machine tool builder implements these requirements, look no further than Emag SU and its tooth-flank grinding machines.
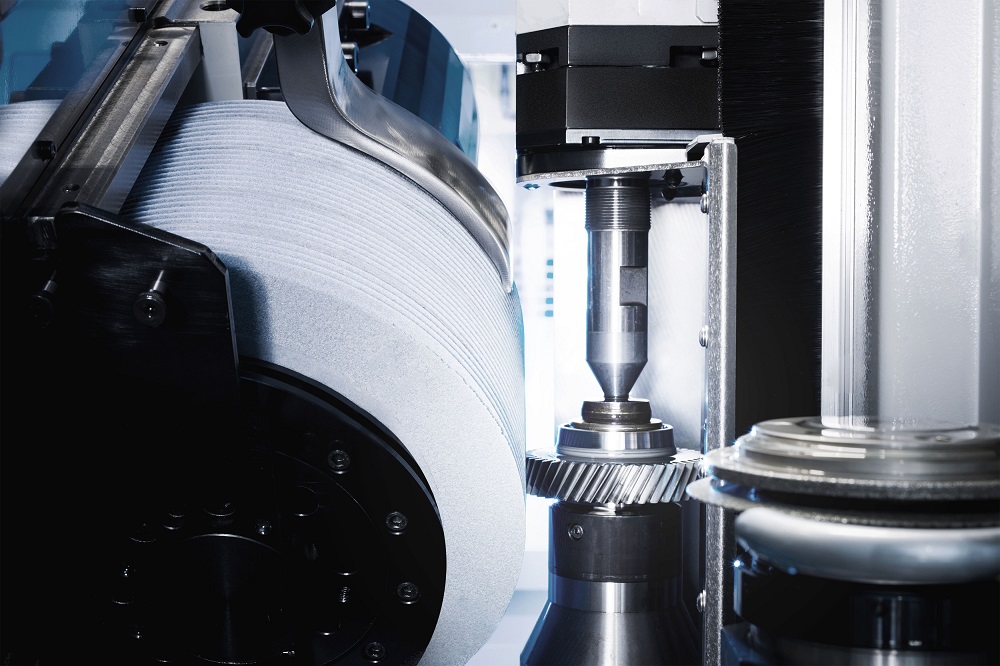
The gear grinding machine specialist’s G 160 model, for example, features a special ‘virtual’ axis concept for microscopically near-perfect surfaces. Simultaneously, the integrated material handling technology reduces cycle times to a minimum.
Emag SU says that its G 160 is the fastest machine on the market for components up to module 3 with a maximum outside diameter of 160 mm. The G 160’s speed is made possible by a special slide axis concept with two parallel workpiece tables that take turns moving at high speed (with the help of durable, high performance linear motors) towards the grinding wheel.
During the time that one component takes to machine, the loading robot inserts a blank into the other spindle, after first unloading the completed part, as needed. Self-centring alignment, or ‘meshing’, of the grinding wheel to the rough-cut gear component takes place directly on the workpiece spindle, at load position, in parallel with the main machining operation. This results in a chip-to-chip time between the grinding processes of only 1.6 seconds (a small value compared to grinding machines with turntables).
Here, it is important to note that the actual grinding time needed for a typical component such as a planetary gear wheel, is only about 10 seconds. The difference between the chip-to-chip times between grinding is therefore a real game changer.
For further information www.emag.com





