



Precision and process reliability have characterised automotive engineering for many decades. With the establishment of e-mobility, however, these demands are increasing once again, because many e-motor components require surface finish in the micron range so that no loud running noises occur on gear components.
In this context, the technology of Emag is drawing the attention of many production engineers. Among other things, Emag develops high-performance solutions for gear grinding that offer short chip-to-chip times, intelligent axis concepts, thermal and mechanical stability, and a high degree of user-friendliness.
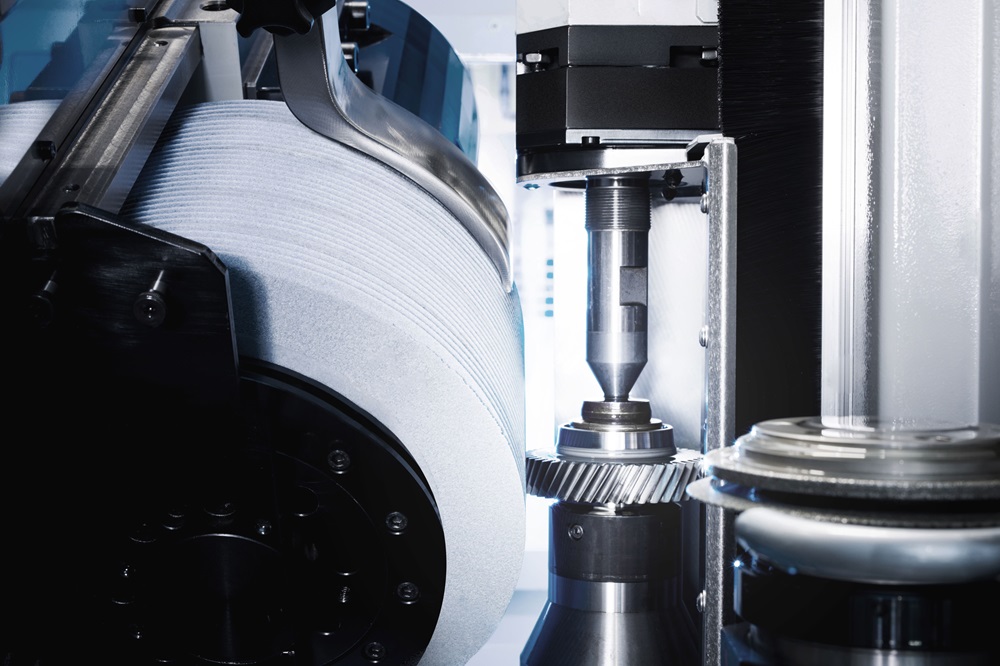
The company’s solutions for the field of gear profile grinding include the G250 and G160. The G160 is for components up to module three and with a maximum OD of 160 mm (250 mm G250). In this field of application, Emag says it is the fastest machine on the market, made possible by two parallel workpiece tables that move alternately at high speed to the grinding wheel. Thus, while one component is undergoing machining, the internal loading robot inserts a blank into the other spindle or unloads the finished component beforehand.
Notably, the G160 does not have a tangential axis, but instead the existing Y and Z axes generate a ‘virtual’ tangential axis through simultaneous movement. As a result, the distance between the A axis and the tool contact point is very small, which in turn prevents so-called ‘ghost frequencies’ on the part surface.
The possibilities this approach opens up for e-mobility are shown, for example, by an ‘intermediate shaft’ with 21 teeth and a normal module, where manufacturers using the G1160 can achieve a floor-to-floor time of only 33 seconds (including entanglement compensation and proportional dressing time) and a grinding time of just 25 seconds.
For further information www.emag.com





