



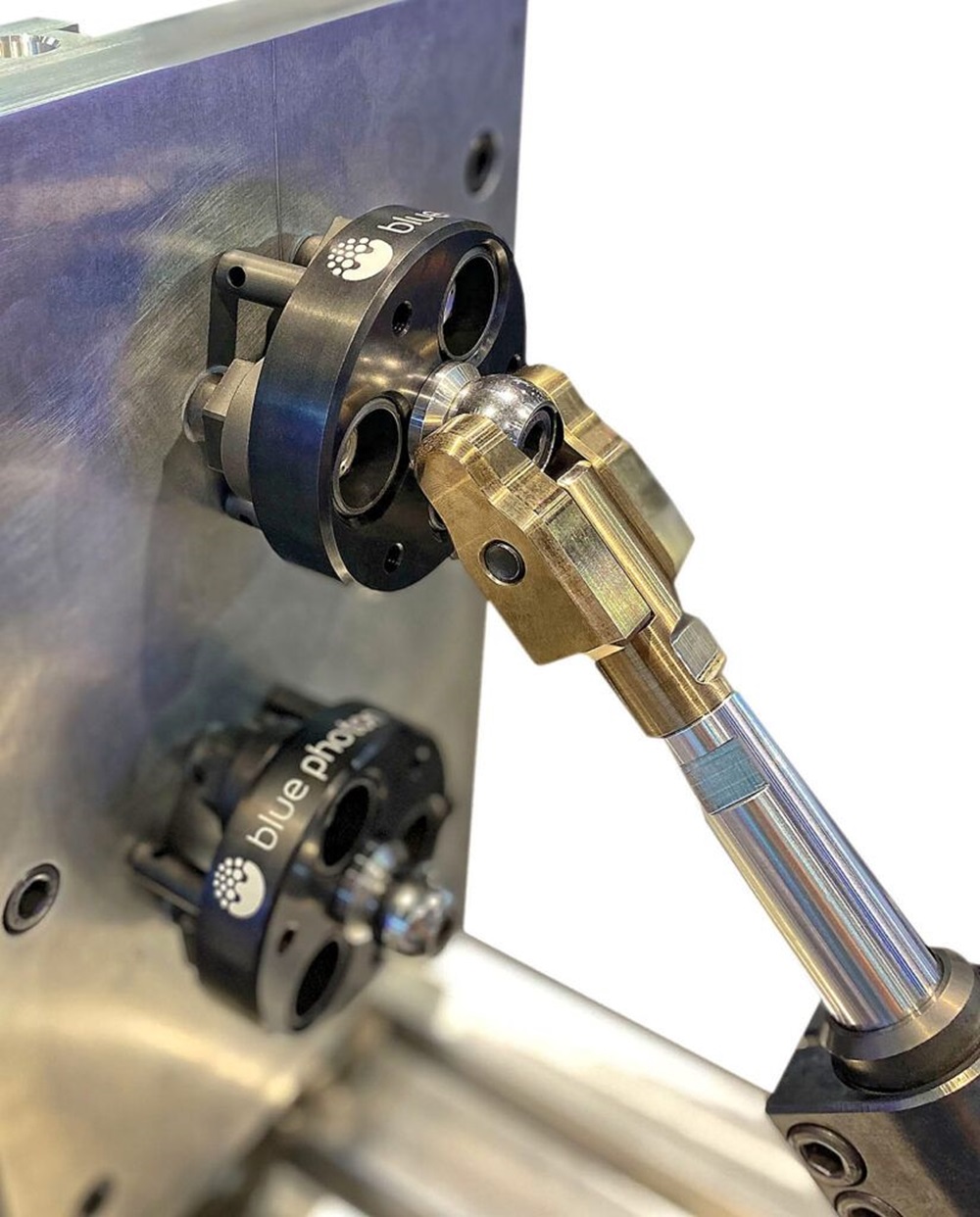
Exhibited on the stand of NCMT at last month’s MACH 2024 exhibition in Birmingham, UK, was the Blue Photon photo-activated adhesive system. According to the company, this technology is ideal for securing awkwardly shaped parts while allowing maximum access to tools for tight-tolerance machining or inspection.
The process involves applying an adhesive that is cured by UV light via an LED spot-curing system. After machining is complete, users can shear the adhesive contact points to free the workpiece by rotating the gripper pins in the fixture plate with a spanner. Any residual adhesive is removeable by applying hot water.
Use of the technique will likely grow due to its ability to hold components securely with a shear resistance of up to 200 kg per gripper point, while allowing cutters all-round access for machining on five sides. Unlike magnetic clamping systems, it is suitable for securing non-ferrous metallic parts, including composites.
Blue Photon is suited, for example, to clamping a turbine blade for the one-hit machining of the fir-tree and wedge face on the root, as well as the shroud end features, without tolerance build-up. Traditionally, due to clamp interference, multiple operations are necessary.
NCMT has designed a novel turbine blade fixture incorporating four gripper inserts that, once adhesive has been applied and cured, holds a blade securely by one side of the aerofoil. Tests show that the clamping force produced by the fixture can easily withstand the rigours of machining. The material removal rate actually exceeded that achieved when the blade was mechanically clamped as, in the latter case, the pressure had to be limited to avoid component distortion and marking.
For further information www.ncmt.co.uk









