A new micron-precision tooling capability is now in place at Brandauer. CEO of the 61-
employee business, Rowan Crozier MBE, says: “Our micron precision tooling offer has been
a real labour of love. However, we now have processes available that de-risk the modular
tooling route for customers, giving them the capability to produce their tools to the finest of
margins and at a cost price that works.”
He adds: “Days have also been taken out of production lead times and I’m delighted to say
that numerous customers – from several different sectors – have already signed up and are
using tools made in this way.”
Last year was a whirlwind period for Brandauer, with more than £4m invested in new high-
speed Bruderer UK and Yamada presses, an additional 1-micron capable wire EDM machine,
a state-of the-art laser micro-cutter and a new rapid prototyping area.
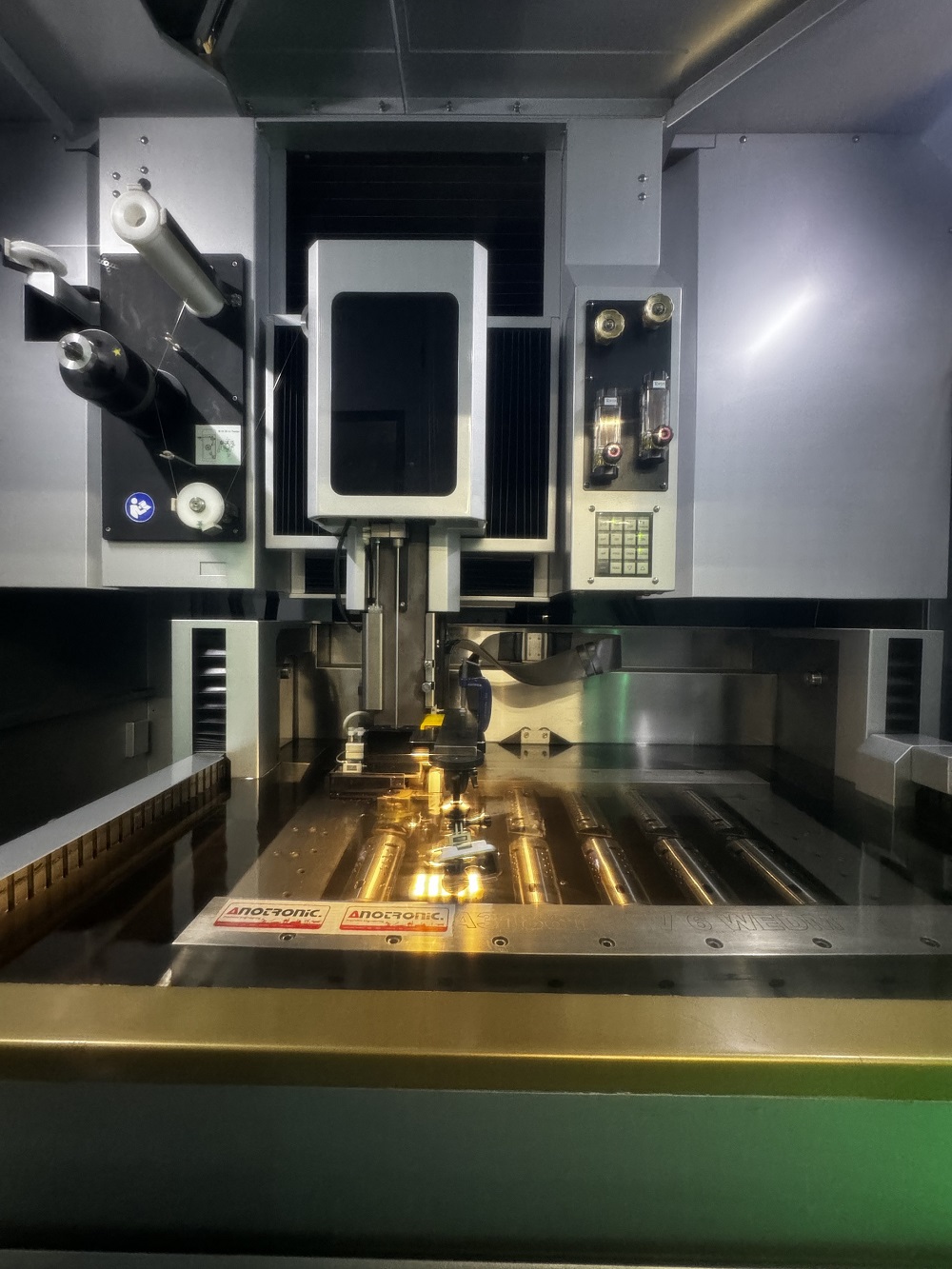
The technology utilised in the company’s wire EDM cell includes two AgieCharmilles GF CUT
3000 machines, an investment that is typical of the firm’s constant drive for precision. These
machines are 1 micron capable across their long-bed CNC table geometry, making high-
speed, high-precision, 1250 mm modular tools a reality.
Through its wire EDM technology, Brandauer meet the challenges of miniaturisation and
high precision, while maximising productivity. The company can machine with wires as small
as 0.05 mm in diameter and, thanks to the crossed table situated directly under the
workpiece that requires machining, high-precision guides and glass scales are situated as
close as possible to the machining zone. This configuration helps maximise precision and
positioning repeatability as the play in inversion is almost eliminated.
More information www.brandauer.co.uk