
A leading bagpipe manufacturer is reporting a dramatic increase in productivity and operational efficiencies from its first collaborative robot (cobot) investment. Mills CNC Automation, the exclusive distributor of Doosan collaborative robots in the UK and Ireland, has supplied McCallum Bagpipes, an innovative and progressive bagpipe manufacturer that happens to also be the largest in the world, with a Doosan cobot.
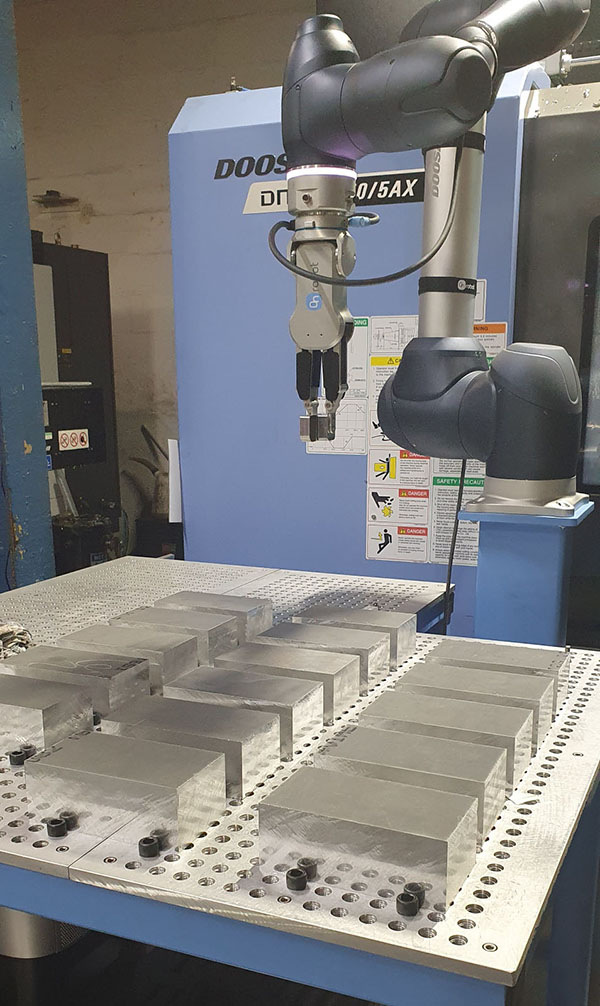
The M1013 cobot for McCallum Bagpipes, with its 1300 mm reach radius, 10 kg payload capacity and six torque sensors for safety and collision protection, features RG6 OnRobot gripper end-effectors. It was installed at the company’s 6000 sq ft machine shop facility in February 2021 by Glasgow-based Engineering Supply Co (Scotland) Ltd, an independent distributor and supplier of engineering consumables and an agent for Mills CNC Automation.
McCallum Bagpipes acquired the cobot to undertake machine tool tending operations: in essence loading workpieces that require machining into a CNC lathe and, once finished, unloading the parts into containers, and then repeating the cycle.
The company’s managing director Stuart McCallum says: “Since being installed, the cobot has significantly helped us to improve our productivity and operational efficiencies in a relatively short space of time. By integrating the cobot with our Dugard Eagle 200 CNC lathe we are able to operate the machine 24/7, running it unattended and overnight. The results have been remarkable.”
Several performance and productivity gains are clearly evident during the automated machining of a medium batch of practice chanters made from Polypenco (plastic). A chanter is an integral part of a bagpipe that resembles a recorder. It comprises a short, thin tube with finger holes, and is where – and how – the piper creates the melody/tune.
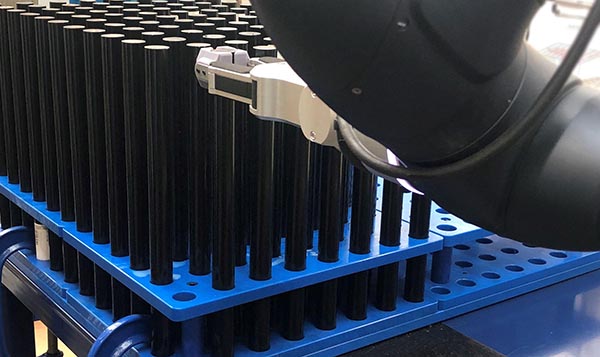
Practice chanters, say a batch of 100, are placed in a plastic (pallet) tray situated adjacent to the lathe and the cobot. Each chanter sits vertically in its own individual circular hole. This configuration means that the tray is effectively acting as a peg board. The cobot is programmed to open the machine door, take a designated chanter (in sequence) from the tray, orientate it, and place into the lathe’s open chuck, which then closes. Subsequently, the cobot moves away from the machine, the lathe door closes and chanter machining commences. Once operations are complete, the door opens and the machined part is removed from the lathe and placed in a container. Part cycle time, including all cobot and machining operations, is short – typically 3 minutes in total.

“We can load up jobs like this late at night during the 02:00 to 12:00 shift,” says McCallum. “A batch of 100 practice chanters can be machined to completion overnight [unattended] in approximately five hours [20 parts machined per hour].”
He adds: “As well as getting five hours unmanned production from the lathe, the cobot investment also means that operators are no longer required to perform repetitive and tedious part loading and unloading tasks and, owing to the short cycle times, be virtually at the machine’s beck and call.”
McCallum Bagpipes, established in 1998 and employing 38 people at its 9000 sq ft facility in Kilmarnock, is on a strong growth trajectory with revenues and profits up, year-on-year, over the past five years. This growth, fuelled by the company’s innovative product development and marketing strategies, has seen McCallum Bagpipes significantly increase international sales and consolidate its market-leading position in the UK and Ireland.
With customers as far afield as Canada, the US, mainland Europe and the Middle East, the demand for McCallum Bagpipes’ instruments – even taking the Covid-19 pandemic into account – is at an all-time high. The company is constantly augmenting and refining its product portfolio, which now includes Breton and uilleann (elbow)/Irish pipes, as well as more traditional Highland and Scottish small pipes.

Although clearly being good news for McCallum Bagpipes, the consistent upsurge in demand has put pressure on the company’s existing manufacturing resources.
Says McCallum: “To ensure quality and cost-competitiveness, very few of our manufacturing processes are outsourced. But despite running a two-shift system, we were still under pressure. We needed to become more efficient and optimise the technology we already had at our disposal.”
As part of McCallum Bagpipes’ continuous improvement programme, the company began exploring automation at the beginning of 2021.
“Things crystallised and fell into place during a conversation with Engineering Supply Co,” says McCallum. “They introduced us to cobots and, being the agents in Scotland for Mills CNC Automation, to Doosan cobots in particular. In addition, I did my homework, talking to people and looking at a number of YouTube videos to understand the strengths, weaknesses and potential of the technology – and how we could apply it to McCallum Bagpipes. In truth, I didn’t need that much convincing.”
The M1013 cobot acquired by McCallum Bagpipes operates 24/7, Monday to Friday. At the Kilmarnock facility, the cobot is integrated with one of the company’s 20 CNC lathes and, after only two days for its installation followed by a further two days to train four members of staff, the cobot was up and running.
Concludes McCallum: “We are delighted with the investment. Not only have we been able to ramp up productivity and get more out of the Dugard lathe, we’ve also been able to significantly free-up the time of our operators. It’s a real win-win situation.

“We estimate a payback period of four years for the cobot,” he continues. “With this type of return on investment, plus the marked improvements it has made to our productivity and efficiency, we’ll be investing in a second cobot in the not-too-distant future.”
For further information
www.millscnc.co.uk