
Lockheed Martin has extended its use of MakerBot 3D printers to produce parts and designs for its upcoming space projects. MakerBot 3D printers have been in use for about five years, providing easily accessible 3D printing for Lockheed Martin’s team of engineers in a host of projects.
Lockheed Martin is a global aerospace and defence company, with a mission to connect, protect and explore. The company focuses on next-generation and generation-after-next technologies. In alliance with General Motors, Lockheed Martin is developing a new fully-autonomous lunar rover that could find use in NASA’s Artemis programme. This is a team that pays homage to the original Apollo rover, the development of which also involved GM.
Some early design and development elements of the rover’s autonomy system take place at Lockheed Martin’s state-of-the art R&D facility in Palo Alto, California. The Advanced Technology Center (ATC) is well-equipped with a variety of cutting-edge technologies, including a lab full of 3D printers.
The latest addition to the ATC’s lab is the MakerBot Method X 3D printing platform. With Method X, the team can print parts in materials like nylon, carbon fibre and ABS, providing the performance needed for accurate testing. Moreover, thanks to Method X’s heated chamber, Makerbot says the parts are dimensionally accurate without any variable warping that often comes with a typical desktop 3D printer.

“At ATC, we have multiple MakerBot printers that help with quick turnaround times,” says Aaron Christian, senior mechanical engineer, Lockheed Martin Space. “I will design a part, print it, and have it in my hand just hours later. This allows me to test the 3D-printed part, identify weak points, adjust the model, send it back to print overnight, and have the next iteration in the morning. 3D printing lets me do fast and iterative design, reducing wait times for a part from weeks to hours.”
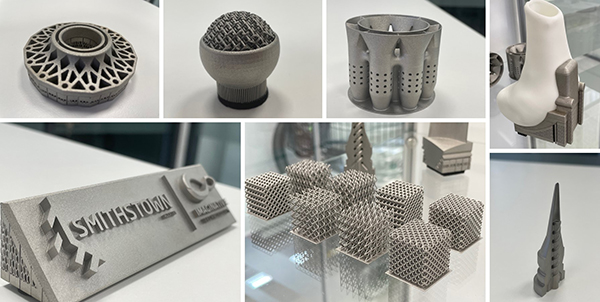
Lockheed Martin engineers are testing a multitude of applications designed for the lunar rover. Christian and his teammates are using Method X to print a number of parts for prototyping and proof of concept for the rover project, including embedded systems housings, sensor mounts and other custom components.
“The MakerBot METHOD X produces dimensionally tolerant parts right out of the box – and for all sorts of projects,” says Christian. “You can print multiple parts that mate together.”
Many of these components are printed in MakerBot ABS and designed to withstand desert heat, UV exposure, moisture and other environmental conditions. In combination with Stratasys SR-30 soluble supports, parts printed using MakerBot ABS provide a smoother surface finish compared with breakaway supports. Printing with dissolvable supports also enables more organic shapes that would have been otherwise impossible to produce through traditional machining. In short, 3D printing encourages engineers to think outside of the box more than ever before.

“We’re in the very early stages of development and the rover we have at ATC is a testbed that we designed and developed in-house,” explains Christian. “This affordable, modular testbed facilitates quick changes using 3D printing to modify the design for other applications, whether it be military, search and rescue, nuclear applications, or any extreme environment autonomy needs.”
3D printing lets the team test parts affordably, iteratively and modularly. One of the components printed for the rover was a mount for a LIDAR, a sensor that can help determine the proximity of objects around it. Broadly used in self-driving vehicles, Lockheed Martin uses LIDAR in many of its autonomy projects. The mount was designed to sit on the rover, a completely modular robot system, so it was printed in ABS to handle more extreme conditions than typical PLA. The mount also allows engineers to continuously swap out the LIDAR with different sensors, such as a stereo camera, direction antenna, RGB camera or rangefinder. It has a complex organic shape that can be difficult to achieve via traditional machining. The mount also has generous access to ensure proper airflow and keep the part cool and temperature-regulated on the robots.
An embedded electronics housing is designed to go inside the rover, or in other robots at the ATC. Although the housing was printed in PLA, due to its hexagonal shape it offers robust strength. This design also lends itself well to the open airflow needed to cool the system, while still protecting the device.

In addition to printing prototypes, Lockheed Martin is using 3D printing for production parts that will go into various space-going platforms.
“A big advantage for testing and flying 3D-printed parts for space applications is that it simplifies the design,” says Christian. “You can create more complex shapes, and it reduces the number of fasteners and parts needed, which is a huge cost saving because that’s one less part that has to be tested or assembled. This also opens up for future in-situ assembly in space. You have designed, printed and tested the part on Earth. Now you know that, in the future, you can 3D-print the same part in space because you have shown that the material and part work there.”
Manufacturing in space is expensive but appealing for future applications and missions. Now, bulk materials can be flown into space to 3D-print multiple parts and structures, rather than flying each component out individually. Combining that with a digital inventory of part files, 3D printing in space reduces costs by eliminating the need for storage and multiple trips.
“The digital inventory concept helps push our digital transformation forward – you have digital designs that you can ship up, where you just print the parts and have them assembled on location,” concludes Christian.
For further information
www.makerbot.com