At this year’s EMO exhibition in Hanover this September, Schwäbische Werkzeugmaschinen (SW) is presenting the new Sfix system (Smart Fixture). Sfix is capable of automatically assembling modular clamping fixtures for workpieces, enabling efficient and precise clamping even for small batch sizes.
“Especially outside the automotive industry, we see great potential for optimisation in medium- and small-series production, which requires greater flexibility and modularity from manufacturers,” says Michael Kreuzberger, product manager at SW. “To address this, our new Sfix system transforms clamping technology: through automation, it enables higher productivity even in production lines with smaller batch sizes.”
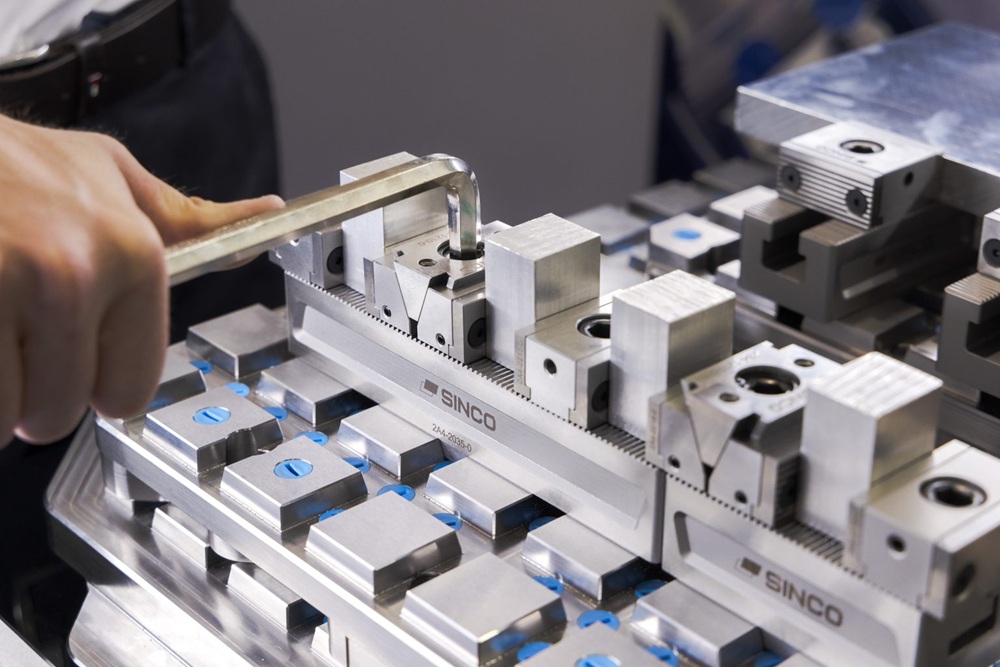
The Sfix system offers a solution to one of the machining industry’s biggest time wasters: the clamping of small- to medium-sized product series. Sfix provides a flexible solution to this challenge: it automates the assembly of the appropriate clamping technology for each workpiece – and provides users with a virtually unlimited number of clamping fixtures for a one-time investment. At the core of the system is SW’s patented Sfix plate, which features retractable pins that allow for flexible positioning of components. Various clamping modules can then be attached to these pins to build the individually required fixture.
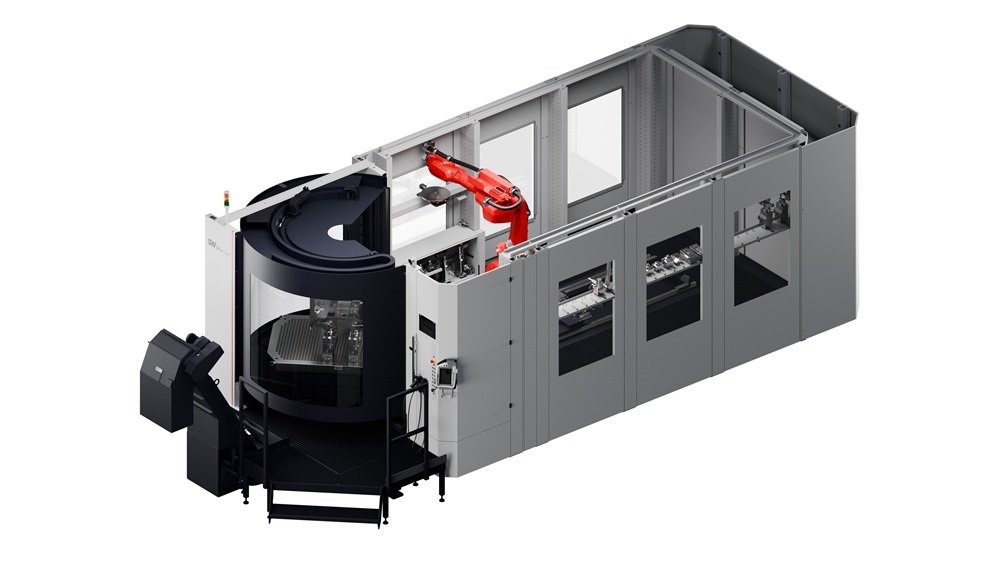
The advantages of the Sfix system extend beyond its modular mechanical design: in the so-called S-cell, which SW is presenting at its EMO booth, the clamping fixture is assembled quickly and fully automatically. The cell is equipped with all necessary clamping components and workpiece carriers as well as a robot. Users only need to define the clamping points within the CAD model and configure the fixture set up.
More information www.sw-machines.com