In the highly competitive world of manufacturing, the demand for increased productivity
and efficiency is paramount. As manufacturers strive to push the boundaries of what is
possible, the role of cutting tool technology has become increasingly crucial. One company
at the forefront of this revolution is TaeguTec, a global specialist in ceramic cutting tools.
In an interview, Jae-Wook (Jay) Lee, milling product manager at TaeguTec’s world
headquarters in Daegu, South Korea, discusses why ceramic cutting tools are increasingly
penetrating sectors that machine heat-resistant superalloys (HRSAs), industries that include
aerospace, power generation and tool/mould making. As a manufacturer of high-feed
milling, turning and ceramic solutions, Lee discusses how TaeguTec’s ceramic solutions have
a transformative impact on the machining of challenging materials like Inconel and other
high-temperature alloys.
Traditionally, machining HRSAs has been a significant challenge for manufacturers. These
materials are notoriously difficult to machine due to their high strength, hardness and poor
thermal conductivity. TaeguTec says carbide tools, the industry standard for many years,
often struggle to keep up with the demands of these applications, leading to premature
wear, reduced tool life and compromised productivity.
Ceramic tooling has been in development for over 20 years, with initial applications focused
on machining cast iron and hardened materials using silicon nitride ceramics. However, new
ceramic grades were required as the industry moved towards machining tougher alloys like
nickel-based superalloys, cobalt-based alloys and other HRSAs. This led to the development
of SiAlON ceramics, specifically engineered to address the unique challenges of
machining superalloys.
The key difference between traditional silicon nitride ceramics and SiAlON is their ability to
withstand the chemical reactivity and extreme heat generated during HRSA machining.
Where silicon nitride tools would rapidly degrade due to early wear, SiAlON ceramics remain
stable, maintaining cutting performance under intense thermal loads.
“For machining HRA and HRSA materials, like Inconel, the silicon nitride ceramic inserts we
have developed are game-changers,” claims Lee. “The properties of our latest ceramic
materials differ vastly from those used for machining cast iron or hardened steel. We’ve
specifically engineered our SiAlON-based ceramics to excel in these challenging
applications.”
The key advantages of TaeguTec’s ceramic cutting tools lie in their ability to withstand the
extreme temperatures and stresses encountered during the machining of superalloys.
“Carbide tools tend to react with the workpiece material at high temperatures, leading to
rapid wear despite the low cutting speed,” says Lee. “Our ceramic inserts and cutting tools,
on the other hand, are far more resistant to this thermal wear, allowing us to push the
cutting speeds to unprecedented levels.”
One of the most striking benefits of TaeguTec’s ceramic cutting tools is their ability to
increase productivity dramatically.
“We’ve seen cases where our ceramic inserts can achieve cutting speeds at a minimum of 20
times faster than traditional carbide tools. This translates to a massive boost in metal
removal rates and overall efficiency.”
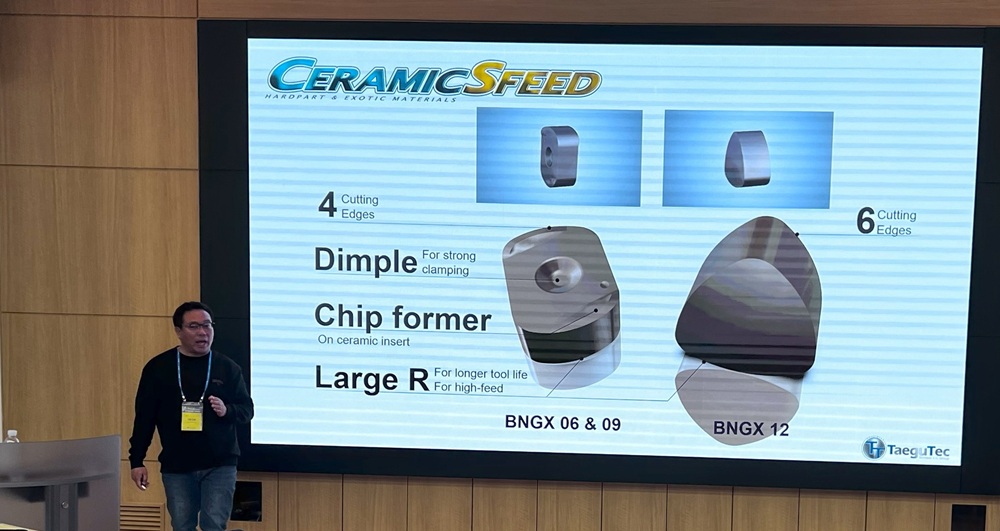
The secret behind this performance lies in the proprietary design and geometry of
TaeguTec’s ceramic inserts.
“We’ve developed a high-feed shape that allows us to increase both the cutting speed and
the feed rate. This capability, combined with the inherent properties of the ceramic
material, enables us to enhance what’s possible in terms of productivity.”
To illustrate the point, Lee shares a case study from a leading aerospace company in Brazil.
“They previously used solid carbide tools for machining Inconel 718 components, with a
cutting speed of around 35m/min and a metal removal rate (MMR) of just 10.5 cm³/min.
After switching to our ceramic inserts, they increased cutting speed to 1000 m/min and
MRR to 213 cm³/min – a 20-fold improvement in productivity.”
The benefits, however, do not stop there. Lee also highlights the significant cost savings
associated with TaeguTec’s ceramic cutting tools.
“Due to the higher feed rates and cutting speeds, our customers can achieve much greater
material removal rates from a single ceramic insert compared with a carbide tool on these
materials. This translates to a significant reduction in tool consumption and overall
machining costs.”
Despite their advantages, ceramic tools have faced resistance in markets like the UK and
western Europe. Many machinists remain wary of the potential for tool breakage and short
tool life. There is a deeply ingrained preference for the perceived durability of carbide tools,
even though carbide struggles with high-temperature alloys and requires substantial coolant
use to manage heat.
TaeguTec says ceramic inserts have proven themselves in global aerospace hubs and the
power generation sectors. While tool life for ceramics may be limited (sometimes as little as
five minutes), the incredible increase in cutting speed and productivity far outweighs the
trade-off. The upside to adopting ceramic tools on HRSA materials may be proven, but
engineers need to be educated on the benefits and machining strategies. Increasing speeds,
feeds and MRR so dramatically can often be challenging to comprehend for engineers that
have struggled to machine HRSAs for years.
Typically, a cutting tool averages 3% of the machining cost, with labour, hourly machine
rates, power consumption and business overheads absorbing the remaining 90+%. If a
ceramic insert can deliver machining results that drastically improve the machine utilisation
rate, reducing the 90+% of machine cost whilst slightly increasing the 3% tooling cost, it
does not need a rocket scientist to work out the benefits of ceramic tooling.
For example, some aerospace manufacturers keep 50 identical ceramic tools preloaded in
their machines, swapping them out rapidly to maintain continuous, high-speed production.
This strategy optimises throughput more than tenfold, making the shorter tool life
irrelevant. After all, the tool life is only shorter in minutes – in MRR terms, ceramic tools far
exceed the performance of carbide, reports TaeguTec. Ceramics also prevent the material
from overheating and deforming expensive workpieces.
Despite the clear advantages of ceramic cutting tools, Lee acknowledges that some
manufacturers still perceive them as too brittle and prone to breakage.
“This mindset is particularly prevalent in the UK, where the aerospace industry is a major
player. Many companies are hesitant to switch from their tried-and-trusted carbide tools.”
To address this challenge, TaeguTec has invested heavily in developing robust clamping
systems and insert geometries that minimise the risk of breakage.
“We’ve designed our ceramic inserts with a high-feed shape that not only boosts
productivity but also enhances the stability and reliability of the cutting process.”
Additionally, the company has strongly emphasised educating its customers about the true
capabilities of ceramic cutting tools.
“It’s not just about the tool itself – it’s about changing the entire machining strategy,” says
Lee. “We work closely with our customers to help them understand the benefits of running
at higher speeds and lower depths of cut, which is the optimal approach for maximising the
potential of ceramic inserts.”
Looking ahead, Lee envisions a future where ceramic cutting tools become the norm rather
than the exception in high-performance machining applications.
“We’re already seeing a significant shift in mindset, particularly among the more forward-
thinking manufacturers willing to embrace new technologies and challenge the status quo.”
TaeguTec is committed to continued innovation and investment in its ceramic cutting tool
portfolio to support this transition.
“Whether it’s developing new insert geometries, exploring alternative ceramic formulations,
or enhancing our clamping systems, we’re constantly striving to push the boundaries of
what’s possible,” concludes Lee.
More information www.taegutec.com