What began four decades ago as a rudimentary bus repair workshop beneath a corrugated iron roof has grown into one of Indonesia’s largest coachbuilding enterprises. Based in Malang, Tentrem Sejahtera built its early success on manual craftsmanship. Now, under managing director Yohan Wahyudi, the company is targeting mass-market scalability – and leveraging Trumpf technologies to take production to new heights.
The vehicle-body manufacturer specialises in crafting custom bus bodies on chassis from renowned brands like Mercedes-Benz, Volvo and Scania, while also producing intercity buses that serve routes across Java, Bali and other islands in Indonesia.
Wahyudi aims to turn Tentrem into Indonesia’s premier bus manufacturer. His vision hinges on getting the right balance between two seemingly contradictory goals: customisation and standardisation. He is determined to optimise production efficiency, but customers must still be able to access unique, tailored products.
“By providing our employees with new machinery and suitable software, we help them instil creativity and innovation in their work,” he says. “We want to match the standards of established OEMs. To do that, we need a proper production line, efficient schedules and clear daily targets.”
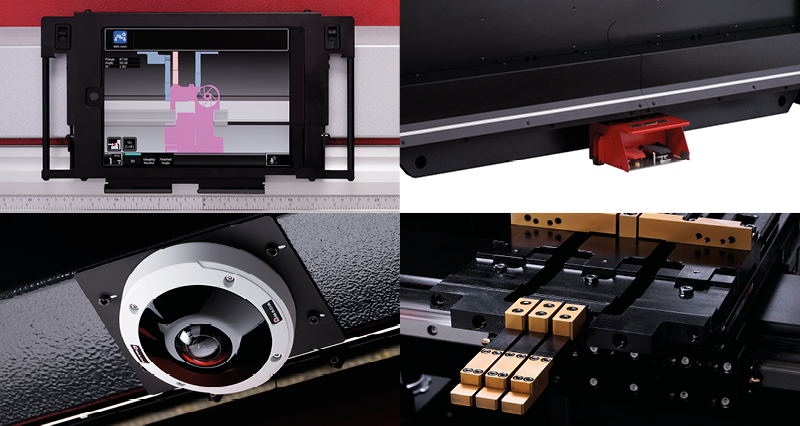
Today, Tentrem takes a single sheet of metal, cuts it with the company’s Trumpf TruLaser 5030 and shapes it with a TruBend Center 5030. This new approach eliminates welding entirely, much to the amazement of the company’s customers. The consistent quality offered by Trumpf machines has a wide array of benefits.
“It allows us to oversee the entire production process, so we can prioritise which parts are needed most urgently and which can wait,” explains Wahyudi. “We can also optimise the design of each part by using innovative design formats and manufacturing technologies.”
More information www.trumpf.com