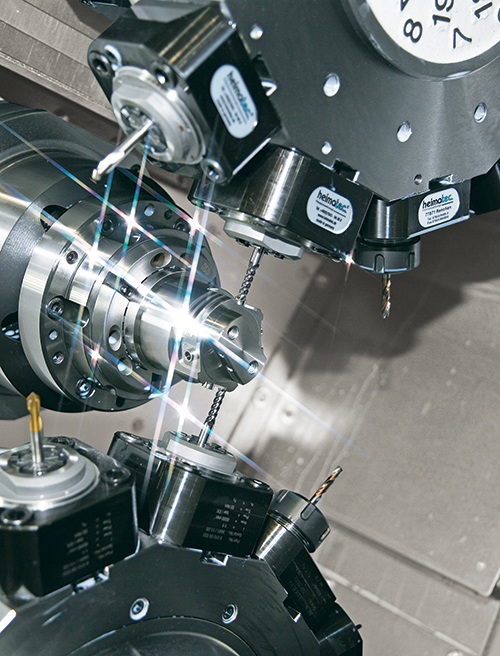
Nikken is releasing its Micro VC Holder, a micro-tooling range designed for high precision, reliability and high-performance micro-machining. According to the company, the Micro VC Holder offers exceptional precision, balance and efficiency for industries where perfection is paramount. Whether crafting intricate components for luxury timepieces or producing highly detailed medical instruments, the Micro VC Holder ensures results with minimal runout (3 μm at 4xD) and high-speed performance up to 50,000 rpm.
Designed to support the latest generation of micro machine tools and high-speed spindles, the Micro VC Holder is available in monobloc and straight-shank variants. This versatility allows manufacturers to achieve enhanced accuracy and cost savings by eliminating the need for extended length cutting tools, which can be crucial in both watchmaking and medical applications where micro-level precision is essential.
The reduction in vibration, through in-built damping and reduction in tool wear means extended tool life and lower replacement costs – delivering financial benefits that directly impact profitability.
Furthermore, the Micro VC Holder incorporates the HSK-E symmetrical tool-holder shank, which eliminates drive slots, tooling holes and timing notches. This results in superior balance and reduced vibration, critical for maintaining flawless finishes on watch components and ensuring the tight tolerances required for surgical tools and implants. The advanced 8° collet system further enhances grip and stability, reducing tool deflection and extending tool life.
Nikken says that its Micro VC Holder proves that size really does not matter – at least when it comes to tool-holding technology.
More information www.nikken-world.co.uk