Speed, power and precision are qualities coveted by Justin and Maryann Schaller, both in terms of the family-owned Schaller Group and in their other shared passion of hydroplane racing. And the speed, power and precision of Starrag’s STC 800 X five-axis machining centres are playing a key role in both their business and their sport.
The brother and sister duo are executives of the Schaller Group, a third-generation Michigan-based precision metal-forming and assembly company that manufactures parts for the aerospace, military, automotive and medical industries.
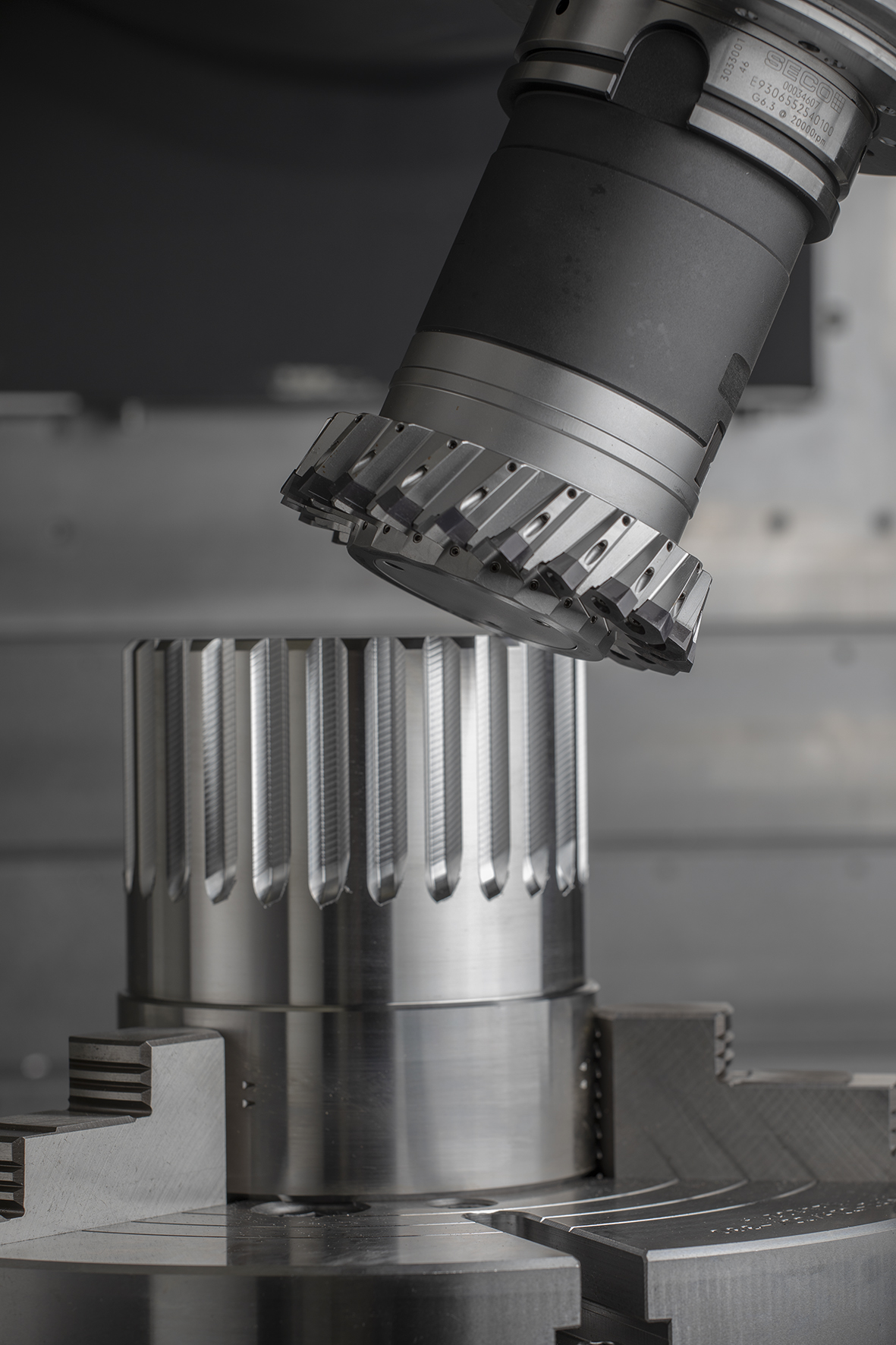
The Starrag STC 800 X was chosen not only because it is suited to machining complex aluminium workpieces, but also because its precision capabilities, axis configuration and ability to five-axis mill with the use of a rotary table and a 30,000 rpm, 120 kW tilting spindle will enable Schaller to expand into other industry sectors.
With an A-axis range of -100/+60°, no angle heads are necessary for machining complex parts. The rotary table allows economical machining by using a tombstone set-up or multiple parts and fixtures on the same table. Additionally, with two STCs integrated into a manufacturing system, Schaller has high levels of flexibility in production.
“These are the perfect machines for growth,” says business development specialist Maryann Schaller. “We started in the aerospace industry in the 1980s; it’s a great growth market, but we also know the importance of diversifying.”
Schaller selected Starrag machines because they can be utilised in any industry that requires high precision, complex parts including racing vehicles, satellites or electrical vehicles.
“Starrag’s capabilities allows Schaller to meet those diverse needs,” she says.
For further information www.starrag.com