



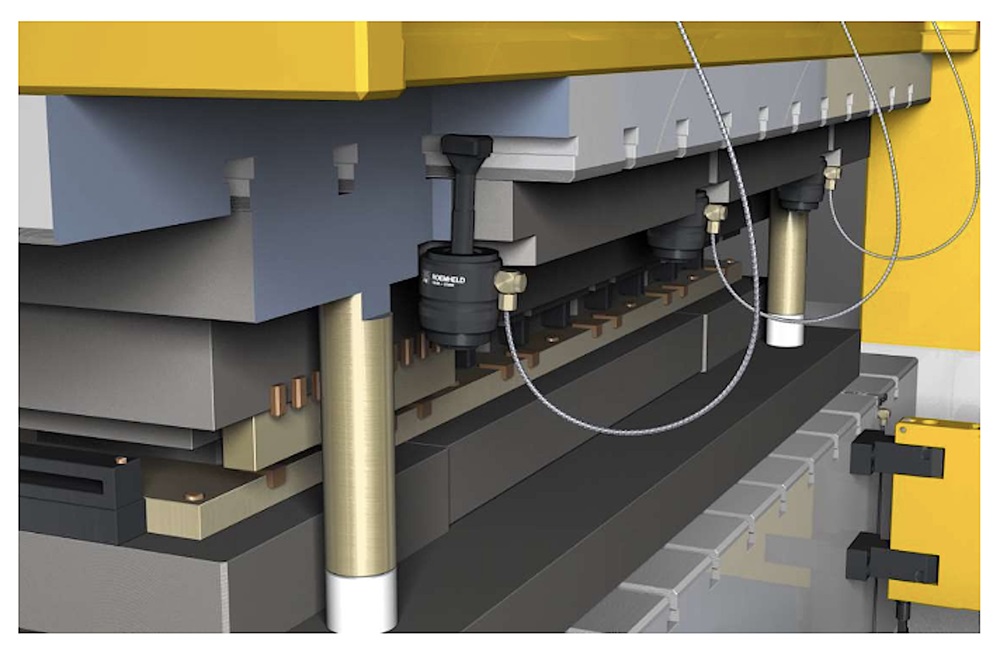
Roemheld presented various innovations designed to optimise set-up times on presses and punches at the Euroblech 2024 exhibition in Hanover last month. Notably, a new hollow piston cylinder that flexibly adapts to dies with clamping edges of different heights, made its trade fair debut.
The new hollow piston cylinder makes forming work easier, especially for contract manufacturers who use different, non-standard die-clamping edges. According to the manufacturer, the element is suitable for clamping edges with a difference in level of up to 30 mm. Users can set the desired height in increments of 1 mm. The new hollow piston cylinder offers clamping forces of 60 or 100 kN and is suitable for use with an operating pressure of up to 400 bar.
Among other new innovations at the show were Roemheld’s pull-push chain systems for loading presses and punches, which is intended for almost all application scenarios and dies up to 40 tonnes. It is suitable for installation either directly on the system or on a rail-bound transport system. Alternatively, for loading by crane, it is possible to integrate the system into a manually or electrically driven die-changing console.
The pull-push chain system is available as a complete solution in various standard versions and with different control variants. Since all components are designed to work together, the manufacturer promises a quick and simple “plug and play” installation.
A redesigned arch clamp for dies with straight clamping edges was also on display for the first time. The clamp suitable for dirty, hot environments up to 250°C on press beds and rams in sheet metal forming, die casting and forging applications.
More information www.roemheld.de/en









