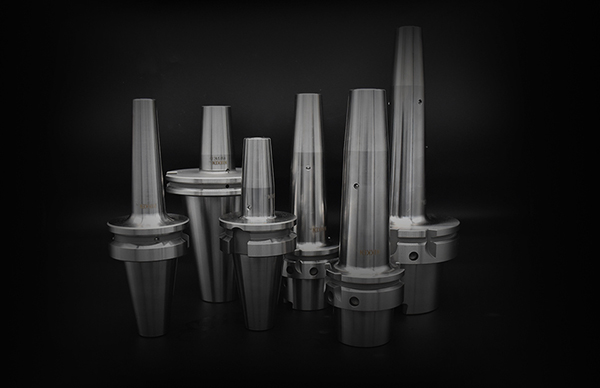
Nikken has launched what it is describing as “the ultimate shrink-fit solution”.

Designed to meet the demands of the most competitive markets, Nikken’s latest tool-holding range has been developed and manufactured using carefully selected materials and processes to suit the majority of machine, tool-shank and other application requirements.
Based on a mono-block body design with a precise bore to grip the cutting-tool shank, the range is 100% ground with options available to suit any length, diameter and clearance requirement. Nikken can also supply from stock various options for coolant control to meet the specifics of the respective machining operations.
The company’s precise manufacturing process is said to allow for a superior tool run-out of less than 0.003 mm, as well as providing high-quality surface finish and increased speeds.
When the body is heated, normally by a magnetic induction coil, the main bore expands to allow the cutting tool to be loaded. Once the process is complete and heat is no longer being applied, the holder cools and contracts to accurately grip and retain the shank. In general, shrinking can provide greater contact when compared with a standard tool holder or collet system, says Nikken, with the tool shank gripped at 360° for the whole bore length.
For further information www.nikken-world.co.uk