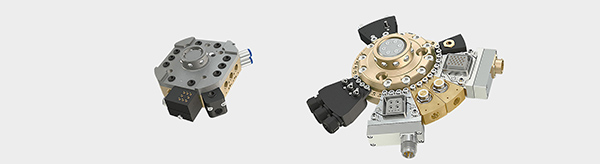

Stäubli has expanded its MPS robotic tool changer series to cover all robots and payloads. Five new sizes are now available, covering payload capacities from 15 to 80 kg. Key characteristics of the new compact range include repeat accuracy of ±1.5 µm and a wide variety of available transfer technologies.
Automatic tool changing systems can significantly increase the flexibility and productivity of a robot. Indeed, for many manufacturing processes and applications across a wide range of sectors, automatic tool change systems are the only way to address the specific and individual operations required.
All Stäubli robotic tool changing systems are based on a modular product concept, with three different and efficient ways for customers to obtain their ideal tool changing system. The MPS Complete designation offers pre-configured complete systems ready for immediate use and available on short delivery times, while Stäubli’s MPS Modular option offers production-ready solutions tailored to meet individual customer requirements. The third option is MPS Customized, which is designed around the pre-requisites of each unique application.
Feed-throughs for pneumatics or vacuum are already integrated into the locking units of the new systems. For customers considering future flexibility and functionality, there are numerous additional modules available for the transmission of pneumatics, vacuum, signals, data transmission up to 10 Gbit/S, shielding, earthing, RFID tool coding and data storage. Combining these different technologies and modules as required makes it possible to configure a solution for the widest possible range of applications.
The location of the transmission modules is also highly flexible, allowing users to position them as required to suit the individual robot’s cable package, and order them using a simple code.
For further information
www.staubli.com