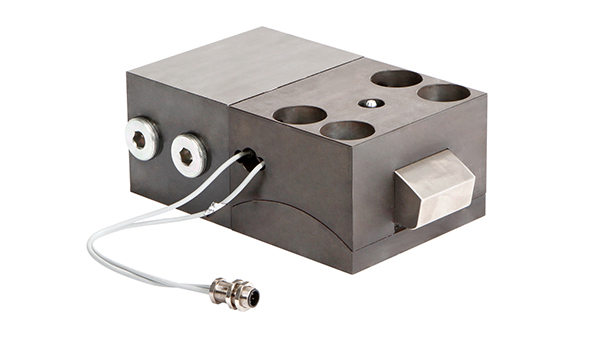

Roemheld is introducing a new range of seven double-acting arch clamps for securing dies or moulds to the bed or ram of a die casting, injection moulding or other press type. Intended for holding tools with flat edges safely, the compact clamps exert a force ranging from 30 to 450 kN.
The clamps consist of a hydraulic block cylinder and piston. Due to the internal design, the horizontally-acting force translates into an almost vertical clamping action. An integrated mechanical locking bolt maintains the clamps in position, particularly on the ram, in the event of a drop in hydraulic pressure.
Supplied without or with position monitoring, the former clamps may be used at temperatures up to 160°C (300°C on request), while the latter may be used up to 100°C. The integrated position monitoring at the side couples to the clamping bolt and signals either unclamped or clamped status, or clamping position overrun error. Special versions are available that provide a continuous signal up to the final bolt position.
The arch clamps feature sturdy construction as well as corrosion resistance due to the application of a special coating. They are intended for use with location pins or limit stops to keep the mould or die in its correct position, as during use it is subjected to side loads that, although low, may be strong enough to cause displacement.
For further information
www.roemheld.co.uk