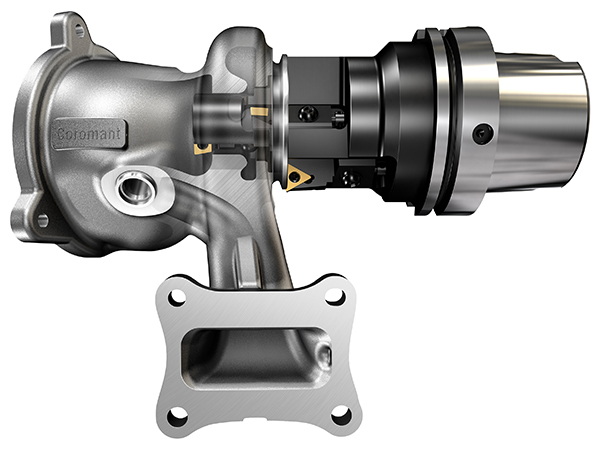
Sandvik Coromant is introducing its lightweight CoroMill 390, which features a cutter body produced using additive manufacturing.

The lighter overall weight of the tool helps to minimise vibration and improve security during machining operations that require long overhang set-ups. In turn, gains in productivity can also be achieved.
Additive manufacturing offers a superior way of producing complex structures with high precision and without joints. Use of the process can make components lighter, stronger and more flexible than ever before. With regard to tool bodies, additive manufacturing allows for the generation of shapes and features not possible with metal cutting. In addition, virtually any material can be printed, as in this case, a titanium alloy.
”When designing our new lightweight CoroMill 390, material has been tactically removed to create the optimal cutter design for minimising mass,” explains Thomas Wikgren, manager – product application management. “This is called topological optimisation, and it makes the cutter more compact and significantly lighter than a conventional version, thus helping machine shops to boost productivity in long-overhang operations. Moreover, a shorter distance between the damper in the adaptor and the cutting edge improves performance and process security.”
The lightweight CoroMill 390 has been designed to provide the solution. Combined with Silent Tools milling adaptors, this tooling combination subdues vibration to aid productivity and process security in demanding applications involving long overhangs. In addition, the cutter can be used to perform long-reach face milling, deep shoulder and side milling, cavity milling, and slot milling. The tool is available in 40 and 50 mm diameter variants. Three or four different inserts (size 11) can be specified to suit the application. Differential pitch and internal coolant are provided on all cutters.
For further information www.sandvik.coromant.com