A Preston-based aerospace subcontractor has benefitted from the technical expertise of Industrial Tooling Corporation (ITC) and its diverse product line-up. Always striving for improvements in a cost- and quality-conscious industry sector, the northwest subcontract company is home to a host of three- and five-axis machine tools from DMG Mori, Mazak and Hurco.

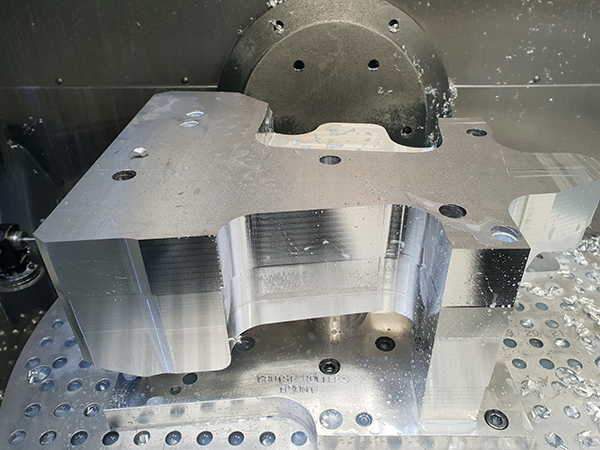
The company challenged ITC with the task of improving upon the productivity of an existing tool on a profile machining operation involving an aluminium solid billet sub-assembly for the aerospace industry. Working against an existing 50 mm diameter shell mill tool from a prominent tooling manufacturer, ITC introduced the Widia VHSC indexable face-milling range, with impressive results.
Cutting data for the existing shell mill with four insert pockets included 11,000 rpm spindle speed, 1700 m/min cutting speed, 4 m/min feed rate and 4.5 mm depth of cut. The new range of Widia VHSC end mills incorporates a proprietary pocket design that enables the aerospace customer to integrate multiple insert radii in one body type if necessary, thus boosting flexibility. Furthermore, the inserts retain their axial positioning regardless of the insert corner nose radius.
This Widia solution was applied with a 2 mm radius insert running at 1800 m/min cutting speed, with a spindle speed of 11,450 rpm and a feed of 0.2 mm per tooth, which equates to 9 m/min. The 4.5 mm depth of cut was retained, although the increased stability of the Widia VHSC is now offering the aerospace customer the opportunity to increase the depth-of-cut to further advance cycle time reductions. However, with an initial cycle time reduction in the region of 50% over a leading competitor, this prominent aerospace manufacturer is already delighted with the savings and extended tool life.
For further information www.itc-ltd.co.uk